
技术摘要:
本发明提供了一种冲裁铆接一次成型的冲压模具,包括:上模机构和下模机构,上模机构包括上模板,上模板底部设置有上冲头,上冲头底部端面上设置有成型凸块;下模机构包括下模板,第一料带和第二料带在下模板上呈交叉方式送料,下模板上设置有下成型公,下成型公弹性连 全部
背景技术:
冲压模具是在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一 种特殊工艺装备。冲压,是在室温下利用安装在压力机上的模具对材料施加压力,使其产生 分离或塑性变形,从而获得所需零件的一种压力加工方法。 现有工艺中冲压和铆接是按照顺序依次完成的,也就是两道工序是独立的,每道 工序实施前都需要重新定位工件,工艺繁琐,加工精度差。
技术实现要素:
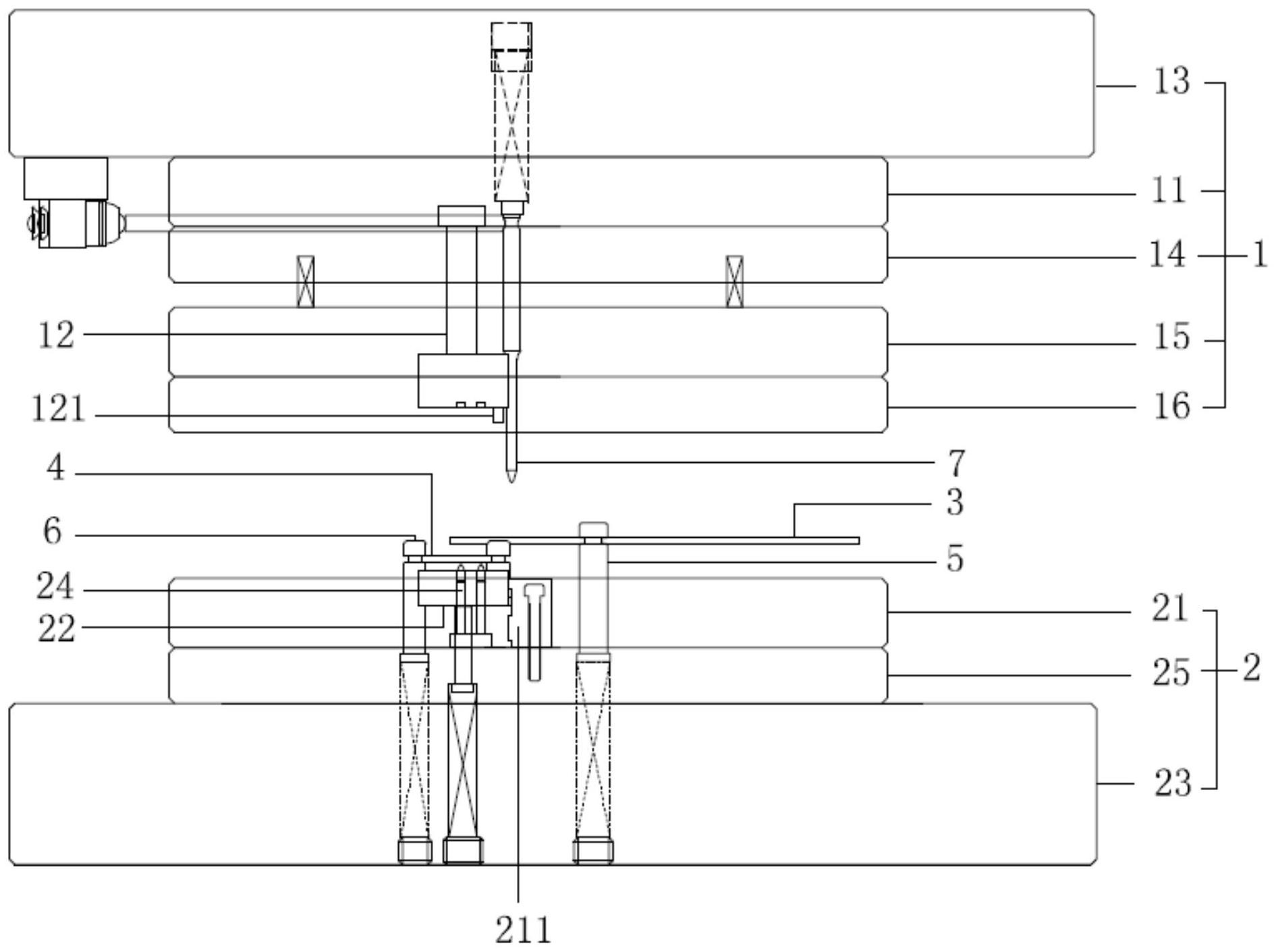
鉴于此,本发明提供了一种冲裁铆接一次成型的冲压模具,一次冲压完成料带的 冲裁和铆接工序,避免反复定位工件。 为此,本发明提供了一种冲裁铆接一次成型的冲压模具,包括: 上模机构,其包括上模板,上模板底部设置有上冲头,上冲头底部端面上设置有成 型凸块; 下模机构,其包括下模板,第一料带和第二料带在下模板上呈交叉方式送料,下模 板上设置有下成型公,下成型公弹性连接在下模座上,下成型公上设置有对应成型凸块的 落料孔,下模板上设置有铆接冲头,铆接冲头穿设于下成型公,上冲头底部端面上设置有对 应铆接冲头的成型槽。 进一步地,第一料带垂直于第二料带。 进一步地,第一料带两侧夹持在第一浮升销上,第二料带两侧夹持在第二浮升销 上,第一料带位于第二料带上方。 进一步地,上模机构还包括上模座、上垫板、上夹板和脱料板,上模板固定安装在 上模座上,上垫板固定安装在上模板上,上夹板弹性连接在上垫板上,脱料板固定安装在上 夹板上。 进一步地,上模座上设置有防误送检测针机构,防误送检测针机构中防误送检测 针弹性连接在上模座上,下成型公的上设置有对应防误送检测针的导正槽。 进一步地,导正槽与第一料带相切。 进一步地,下模板上还设置有下模压块,下成型公一侧的凸块滑动连接在下模压 块上。 进一步地,下模机构还包括下垫板,下垫板固定安装在下模座上,下模板固定安装 在下垫板上。 本发明提供的一种冲裁铆接一次成型的冲压模具,工作原理为:上模机构下行,由 于上冲头位于第一料带和第二料带重叠处的上方,上冲头将第一料带和第二料带向下挤 压,上冲头先通过底部端面上的成型槽与铆接冲头将第一料带和第二料带铆接在一起,然 3 CN 111545645 A 说 明 书 2/3 页 后通过成型凸块切断第一料带,一次冲压同时完成裁断第一料带和铆接第一料带、第二料 带的工艺,避免重复定位。先铆接后裁断,保证了铆接位置的精准。下成型公一侧的凸块在 下模压块侧面两条平行的凸板间滑动,限制行程。冲裁和铆接工序完成后,上模机构上行, 第一浮升销将第一料带带离下模板,第二浮升销将第二料带带离下模板。 本发明提供的一种冲裁铆接一次成型的冲压模具,一次冲压完成料带的冲裁和铆 接工序,避免反复定位工件,提高产品的加工精度。 附图说明 通过阅读下文优选实施方式的详细描述,各种其他的优点和益处对于本领域普通 技术人员将变得清楚明了。附图仅用于示出优选实施方式的目的,而并不认为是对本发明 的限制。而且在整个附图中,用相同的参考符号表示相同的部件。在附图中: 图1为本发明实施例提供的一种冲裁铆接一次成型的冲压模具的主视角度结构示 意图; 图2为本发明实施例提供的一种冲裁铆接一次成型的冲压模具的侧视视角度结构 示意图; 图3为本发明实施例提供的一种冲裁铆接一次成型的冲压模具中第一料带和第二 料带送料示意图; 图4为本发明实施例提供的一种冲裁铆接一次成型的冲压模具中下成型公的结构 示意图; 图5为本发明实施例提供的一种冲裁铆接一次成型的冲压模具中下成型公俯视角 度结构示意图。











