
技术摘要:
本发明涉及一种冰箱蒸发器和冷凝器焊接用的高频感应钎焊炉及应用工艺,包括炉体、高频感应加热设备以及传送机构;所述高频感应加热设备包括加热器本体和高频感应线圈;所述高频感应线圈的主体加热部分设置在炉体内;所述高频感应线圈的主体加热部分与炉体内壁等距设置 全部
背景技术:
目前国内生产冰箱制冷用的冷藏蒸发器和冷凝器大多采用铝管和贴敷背胶的铝 板进行压接制得,而采用这种连接方式制得的冷藏蒸发器和冷凝器往往存在粘结强度不足 的问题,其具体表现为当冷藏蒸发器或冷凝器在温度交替变化的过程中,极容易发生铝板 与铝管进行分离,从而导致制冷效率差。另外上述加工工艺链较长,设备占地面积较大,其 中包括压扁工序、索扣工序和喷涂工序等等。此外由于背板与铝管的连接采用的是背胶的 形式,所以在一定的环境条件下,铝管与背胶之间存在一定比例的脱落,在线生产时均需要 安排员工逐一进行检查,大大增加了人工成本。
技术实现要素:
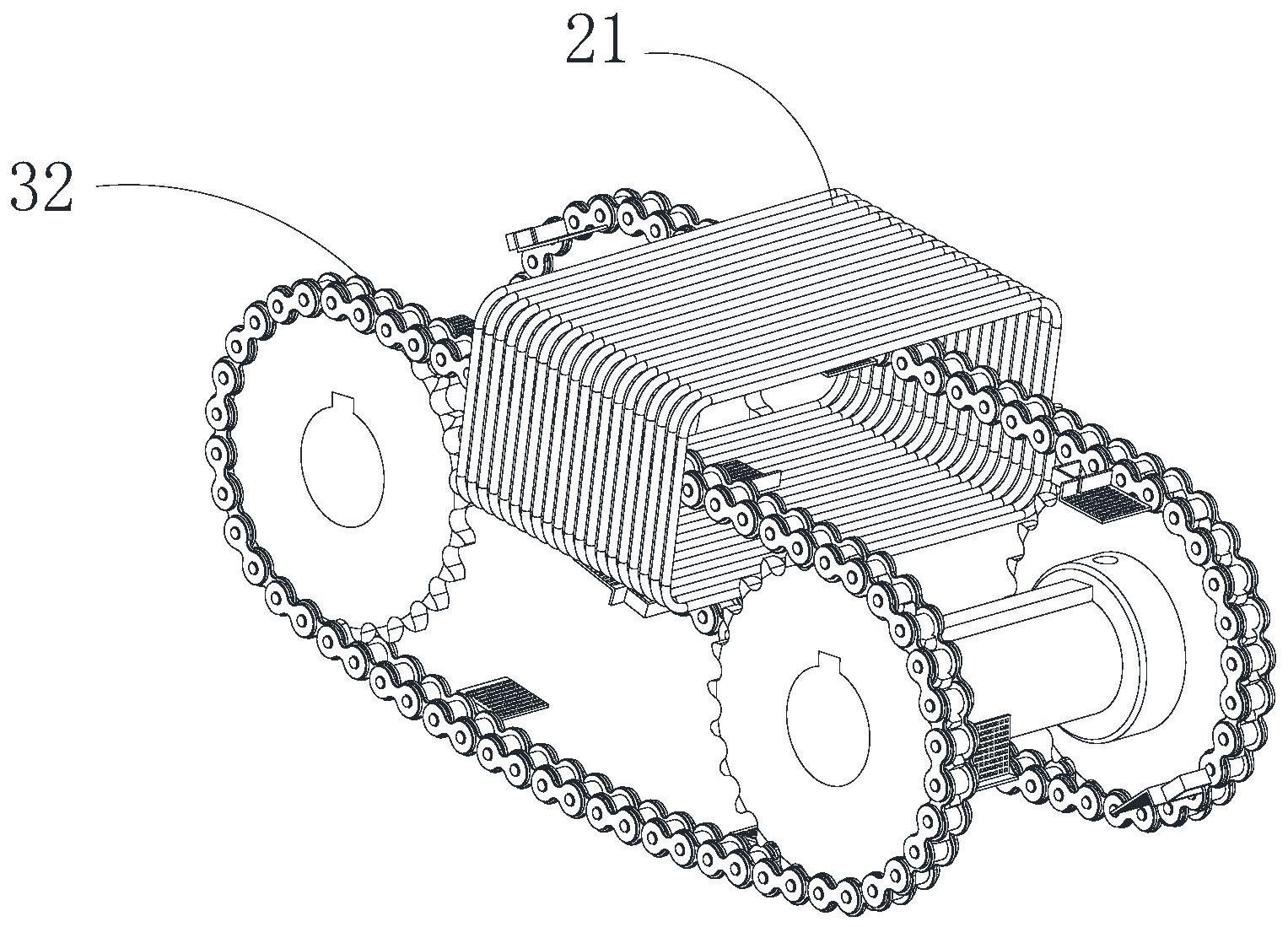
本发明的目的是克服现有技术存在的缺陷,提供一种焊接效果好、工艺简化、占地 面积小以及焊接速度快的用于冰箱蒸发器和冷凝器焊接的高频感应钎焊炉。 实现本发明目的的技术方案是:一种用于冰箱蒸发器和冷凝器焊接的高频感应钎 焊炉,其特征在于:包括炉体、高频感应加热设备以及传送机构;所述高频感应加热设备包 括加热器本体和高频感应线圈;所述高频感应线圈的主体加热部分设置在炉体内;所述高 频感应线圈的主体加热部分与炉体内壁等距设置;所述传送机构可将焊接件从炉体的炉头 运输穿过高频感应线圈的主体加热部分,并最终到达炉尾;所述炉体的炉尾处还设置有收 料机构;所述炉体的尾端与收料机构之间还安装有空冷区。 进一步地,所述传送机构包括传送齿轮、传送链条以及卡件;所述卡件安装在传送 链条上,用于固定焊接件;所述传送齿轮带动传送链条运动。 进一步地,所述传送齿轮包括头部齿轮和尾部齿轮,头部齿轮和尾部齿轮大小相 同;所述头部齿轮和尾部齿轮均由两个齿轮组成。 进一步地,所述传动链条有两条,两条传动链条各自安装在同侧的头部齿轮和尾 部齿轮上,且链条与齿轮啮合。 进一步地,所述卡件包括第一卡件和第二卡件;所述第一卡件和第二卡件均设置 在传动链条的内侧;所述第一卡件和第二卡件成对作用,且成对角设置。 进一步地,所述第一卡件由支撑台和侧边限位板组成;所述支撑台和侧边限位板 一体成形;所述侧边限位板包括管限位板以及设置在管限位板两侧的板限位板。 进一步地,所述支撑台为网状支撑台。 进一步地,所述收料机构包括前端的托料辊单元和后端的平台辊单元;所述托料 辊单元与平台辊单元之间为弧形过渡连接;所述托料辊单元设置在第一卡件与第二卡件之 间的间隙中;所述托料辊单元最前端的辊轮与炉体内传送链条水平行程中的卡件下端面齐 4 CN 111545857 A 说 明 书 2/5 页 平。 进一步地,所述炉体的内壁为圆形,对应的高频感应线圈为圆螺旋状。 进一步地,所述炉体的内壁为方形,对应的高频感应线圈为方螺旋状。 一种冰箱蒸发器和冷凝器焊接用高频感应钎焊炉的应用工艺,包括以下步骤: 步骤一:管材加工,根据所需盐雾试验需求,采用热镀式镀铝锌或锌镁铝的铁管作 为蒸发器或冷凝器的管材,并将管材弯制成蛇形,管材表面镀层厚度>15μm; 步骤二:板材加工,板材表面采用热镀式镀锌或铝锌的铁板,对镀锌板材或镀铝锌 板材进行开平,板材表面镀层厚度>10μm; 步骤三:依次将上述的板材和管材放入跟随传送链条运动的卡件上; 步骤四:传送链条运动,带动板材和管材进入钎焊炉内,按下点火开关; 步骤五:钎焊炉内的高频感应线圈开始对放置在卡件上的管材和板材进行加热, 并加热至表面镀层熔化,加热时管材和板材需在高频感应线圈加热中心停留10S至15S; 步骤六:管材与板材焊接完成后,开始进入空冷区,由空冷区内设置的氮气风刀对 焊接件进行吹扫降温和防氧化; 步骤七:经空冷区降温后的焊接件在传送链条的作用下运行到收料机构处,由收 料机构将焊接件从卡件上取下即可。 采用上述技术方案后,本发明具有以下积极的效果: (1)本发明通过在两条传动链条之间安装卡件来对焊接件进行限位固定,从而实 现将焊接件最大程度暴露在高频感应线圈的主体加热区域,可以促使焊接件的上下端面同 时受热熔化,从而实现焊接,其焊接时间缩短,且焊接效果好,其可由原来量产1000套/天提 升为目前的2500套/天。 (2)本发明卡件的结构较为简单,其通过成对作用,并对角设置的第一卡件和第二 卡件实现对管材和板材的限位和固定,拆装简单易行,尤其在后期收料部分,当传动链条往 下运动时,焊接件被设置在第一卡件和第二卡件之间的托料辊单元接住,并沿着托料辊单 元进入平台辊单元中,随后人工直接从平台辊单元上取件即可。 (3)本发明中所使用的管材和板材为镀锌、镀铝锌、镀锌铝镁合金的铁管和镀铝锌 或镀锌铁板上述材料市场供应充足,且其单位成本比铝材低廉,从而在很大程度上减少对 铝制产品的依赖,降低生产成本。 (4)本发明的应用工艺初步取消了压扁工序、索扣工序以及喷涂工序,进一步减少 冷藏器或蒸发器加工的工艺链,从而减少场地占用面积,具体地可由原来的200㎡加工面积 变为现在的90㎡的加工面积,提高场地的利用率,降低生产成本。此外通过本发明的焊接炉 进行焊接,解决了原有冷藏器和蒸发器中的铝管和背板粘接性不牢而导致的脱落现象,同 时也降低了环境污染,具体表现为传统工艺的铝管粘胶后需要在表面喷涂光油,而现在的 镀锌、锌合金管和板具有极高的盐雾试验时间,不需要再进行喷涂光油处理。 附图说明 为了使本发明的内容更容易被清楚地理解,下面根据具体实施例并结合附图,对 本发明作进一步详细的说明,其中 图1为本发明的整体结构示意图; 5 CN 111545857 A 说 明 书 3/5 页 图2为本发明的传送机构立体图; 图3为本发明的传送机构侧视图; 图4为本发明的传送机构立体图; 图5为本发明的A局部放大图; 图6为本发明的传送机构和高频感应线圈的立体图结构示意图; 图7为本发明的传送机构和收料机构的立体图结构示意图; 图8为本发明的传送机构和收料机构的立体图结构示意图; 图9为本发明的蒸发器或冷凝器的结构示意图; 图10为本发明的卡件作用结构示意图。 附图中标号为:炉体1、高频感应线圈21、传送机构3、传送齿轮31、传送链条32、卡 件33、第一卡件331、第二卡件332、收料机构4、托料辊单元41、平台辊单元42、支撑台61、侧 边限位板62、管限位板621、板限位板622、空冷区7。











