
技术摘要:
本发明提供了一种新型五金壳自动包胶套方法,其包括:A.上五金壳;B.第一次旋转;C.上胶套;D.第二次旋转;E.整形;F.第三次旋转;G.输送;H.第四次旋转;返回步骤A,循环反复;J.包胶套整形;K.输出。本发明还提供了一种应用于新型五金壳自动包胶套方法的设备。本发明生 全部
背景技术:
有很多五金壳外表面要包一层胶套。目前,现有技术五金壳外表面包胶套的方法 都是采用治具或夹具配合人工进行的,采用此方法的缺点为:生产效率低,生产成本高,品 质差,不能实现自动化生产。 有鉴于此,特提出本发明,以改正上述现有技术的不足之处。
技术实现要素:
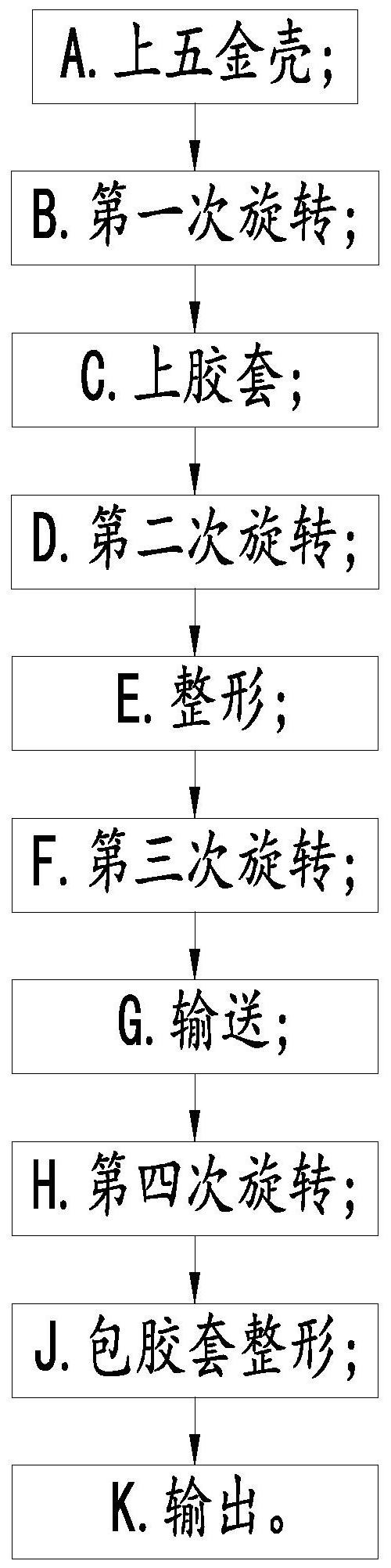
针对上述现有技术,本发明所要解决的技术问题是提供一种生产效率高,生产成 本低,品质好,能实现自动化生产的新型五金壳自动包胶套方法。 为了解决上述技术问题,本发明提供了本发明一种新型五金壳自动包胶套方法, 其包括以下步骤: A.上五金壳:上五金壳装置工作输送一个五金壳至上五金壳工位的第一载具上; B.第一次旋转:转盘旋转至上胶套工位; C.上胶套:上胶套装置工作输送一枚胶套并将该胶套套于五金壳上; D.第二次旋转:转盘旋转至整形工位; E.整形:整形装置工作对五金壳顶上突出的胶套进行整形使之向内收缩靠拢; F.第三次旋转:转盘旋转至输送工位; G.输送:输送装置工作输送套有胶套的五金壳于包胶套装置中; H.第四次旋转:转盘旋转至上五金壳工位;返回步骤A,循环反复; J.包胶套整形:包胶套装置对该套有胶套的五金壳进行包胶套整形; K.输出:下料装置输出包胶套整形后的包胶五金壳;其中,步骤C包括: C1.胶套输送机构工作驱动驱动轮组旋转驱动胶套经胶套扩张块倒锥状的下部穿过胶 套扩张块直身位的上部到达转接块指定位置; C2.扩张块夹持机构工作驱动夹持板夹紧胶套扩张块; C3.第一旋转板一端的电磁铁失电使转接块与电磁铁分离; C4.第一伸摆机构工作驱动第一旋转板上伸一段距离; C5.裁切机构工作驱动切刀裁切掉胶套并复位; C6.第一伸摆机构再工作驱动第一旋转板旋转180度; C7.第一伸摆机构复位驱动第一旋转板下伸一段距离; C8.第一旋转板一端的胶套转接机构工作驱动套筒向下移动将转接块上的胶套套于五 金壳上并复位; C9.第一旋转板另一端的电磁铁得电使转接块被电磁铁吸住; 5 CN 111571518 A 说 明 书 2/11 页 C10.扩张块夹持机构复位;返回步骤C1,循环反复。 本发明的进一步改进为,步骤G包括: G1.第二伸摆机构工作驱动产品夹持机构下伸到指定位置; G2.产品夹持机构工作夹持住套有胶套的五金壳; G3.第二伸摆机构复位驱动产品夹持机构上伸到原始位置; G4.第二伸摆机构再工作驱动第二旋转板旋转180度; G5.产品夹持机构复位松开该套有胶套的五金壳;返回步骤G1,循环反复。 本发明的进一步改进为,步骤J包括: J1.准备:开启烤箱使烤箱内温度达到设定温度; J2.放置:输送装置工作输送该套有胶套的五金壳于烤箱入口处链条的第二载具上; J3.加热:链条旋转机构工作驱动链条运动带着第二载具上的套有胶套的五金壳进入 烤箱内,套有胶套的五金壳在烤箱内被加热至设定温度,五金壳外套有的胶套在加热状况 下收缩向内包紧五金壳; J4.整形:链条旋转机构连续工作驱动链条运动带着第二载具上套有胶套的五金壳从 烤箱的出口经胶套整形机构和第二载具配合对收缩的胶套进一步整形直至整形完成;返回 步骤J1,循环反复。 本发明还提供了一种应用于上述新型五金壳自动包胶套方法的设备,其包括第一 机架和设于第一机架上的第一工作台,在第一工作台上设置有转盘,在转盘上设有用于放 置五金壳的第一载具,在转盘外周的第一工作台上依次设置有上五金壳装置、上胶套装置、 整形装置、输送装置,在输送装置旁边还设有包胶套装置,在包胶套装置旁边还设有下料装 置,各装置分别与主控系统连接并由其控制;上五金壳装置输送一个五金壳至转盘的第一 载具上,转盘旋转至上胶套工位,上胶套装置将胶套套于五金壳上,转盘旋转至整形工位, 整形装置对五金壳顶上突出的胶套进行整形使之向内收缩靠拢,转盘旋转至输送工位,输 送装置输送套有胶套的五金壳至包胶套装置中,包胶套装置对该套有胶套的五金壳进行包 胶套整形,下料装置输出包胶套整形后的包胶五金壳;上胶套装置包括胶套输送机构、胶套 扩张块、两组扩张块夹持机构、两组胶套转接机构、裁切机构、第一伸摆机构;胶套输送机构 设有驱动轮组,胶套扩张块上部为直身位、下部为倒锥状,扩张块夹持机构设有夹持板,胶 套转接机构设有转接块、与转接块滑动连接的套筒,转接块底部还设有电磁铁,裁切机构设 有切刀,第一伸摆机构设有第一旋转板,转接块下部截面形状和尺寸与胶套扩张块上部截 面形状和尺寸相同;胶套输送机构、裁切机构、第一伸摆机构分别置于上胶套工位处且安装 于第一机架的第一工作台面上,两组扩张块夹持机构分别安装于胶套输送机构上,切刀置 于两组扩张块夹持机构之间,胶套扩张块置于两组扩张块夹持机构中间,两组胶套转接机 构分别安装于第一旋转板两端;胶套输送机构、两组扩张块夹持机构、两组胶套转接机构、 裁切机构、第一伸摆机构、电磁铁分别与主控系统连接并由其控制;胶套输送机构工作驱动 驱动轮组旋转驱动胶套经胶套扩张块倒锥状的下部穿过胶套扩张块直身位的上部到达转 接块指定位置,第一伸摆机构工作驱动第一旋转板上伸一段距离,扩张块夹持机构工作驱 动夹持板夹紧胶套扩张块,裁切机构工作驱动切刀裁切掉胶套,第一伸摆机构再工作驱动 第一旋转板旋转180度,胶套转接机构工作驱动套筒向下移动将转接块上的胶套套于五金 壳上;两组扩张块夹持机构分为上下两组扩张块夹持机构,其包括4块夹持板、4个夹持气 6 CN 111571518 A 说 明 书 3/11 页 缸;胶套转接机构还包括迷你气缸、连接板,转接块中心为圆通孔、侧边设有与圆通孔连通 的侧槽;裁切机构还包括切刀安装板、裁切气缸、裁切气缸安装板;第一伸摆机构还包括第 一伸摆气缸、第四支架;4块夹持板分别固定安装于4个夹持气缸的活塞杆上,4个夹持气缸 分别固定安装于胶套输送机构上;转接块固定安装于第一旋转板端部,套筒套设于转接块 外并与之滑动连接,电磁铁固定安装于转接块底部,迷你气缸固定安装于转接块顶部,连接 板置于转接块的侧槽内并与迷你气缸的活塞杆、套筒固定连接;切刀固定安装于切刀安装 板上,切刀安装板与裁切气缸的活塞杆固定连接,裁切气缸固定安装于裁切气缸安装板上, 裁切气缸安装板固定安装于第一机架的第一工作台面上;第一旋转板固定安装于第一伸摆 气缸的输出轴上,第一伸摆气缸固定安装于第四支架的台面下,第四支架置于上胶套工位 处且安装于第一机架的第一工作台面上。 本发明的进一步改进为,输送装置包括两组产品夹持机构、第二旋转板、第二伸摆 机构,第二旋转板安装于第二伸摆机构上,两组产品夹持机构分别安装于第二旋转板两端, 第二伸摆机构置于输送工位处且安装于第一机架的第一工作台面上;第二伸摆机构工作驱 动第二旋转板往复旋转180度、同时驱动第二旋转板上升或下降。 本发明的进一步改进为,包胶套装置包括第二机架和设于第二机架上的第二工作 台,在第二工作台上设置有烤箱,烤箱设有入口和出口,链条贯穿烤箱安装于链条旋转机构 上,在链条上均匀设置有放置五金壳的第二载具,在烤箱的出口位置处设有用于胶套整形 的胶套整形机构,烤箱、链条旋转机构分别与主控系统连接并由其控制;输送装置输送套有 胶套的五金壳于烤箱入口位置处链条的第二载具上,链条旋转机构工作驱动链条运动带着 第二载具上的套有胶套的五金壳进入烤箱内,套有胶套的五金壳在烤箱内被加热至设定温 度,五金壳外套有的胶套在加热状况下收缩向内包紧五金壳,链条旋转机构连续工作驱动 链条运动带着第二载具上套有胶套的五金壳从烤箱的出口经胶套整形机构和第二载具配 合对收缩的胶套进一步整形直至整形完成,链条旋转机构连续工作驱动链条运动带着第二 载具上整形完成后的包胶五金壳运动至链条下方,下料装置输出包胶套整形后的包胶五金 壳。 与现有技术相比,本发明采用上五金壳装置输送一个五金壳至转盘的第一载具 上,转盘旋转至上胶套工位,上胶套装置将胶套套于五金壳上,转盘旋转至整形工位,整形 装置对五金壳顶上突出的胶套进行整形使之向内收缩靠拢,转盘旋转至输送工位,输送装 置输送套有胶套的五金壳至包胶套装置中,包胶套装置对套有胶套的五金壳进行包胶套整 形,下料装置输出包胶套整形后的包胶五金壳。本发明提供的一种新型五金壳自动包胶套 方法,其包括: A.上五金壳;B.第一次旋转;C.上胶套;D.第二次旋转;E.整形;F.第三次旋 转;G.输送;H.第四次旋转;返回步骤A,循环反复; J.包胶套整形;K.输出。本发明生产效率 高,生产成本低,品质好,能实现自动化生产。 附图说明 图1是本发明的上胶套示意图; 图2是本发明的热缩包胶套示意图; 图3是本发明的热缩包胶套剖面示意图; 图4是本发明的最终成品包胶五金壳剖面示意图; 7 CN 111571518 A 说 明 书 4/11 页 图5是本发明俯视结构示意图; 图6是本发明的上五金壳装置立体结构示意图; 图7是图6的立体展开图; 图8是本发明的上胶套装置立体结构示意图; 图9是图8的立体展开图; 图10是本发明的整形装置立体结构示意图; 图11是本发明的输送装置立体结构示意图; 图12是本发明的包胶套装置立体结构示意图; 图13是本发明的包胶套装置拆除烤箱后的立体结构示意图; 图14是本发明的第二载具立体结构示意图; 图15是图14的立体展开图; 图16是本发明的胶套整形机构立体结构示意图; 图17是图16的立体展开图; 图18是本发明的工艺流程框图。 图中各部件名称如下: 1—转盘; 2—第一载具; 3—上五金壳装置;31—第一支架;32—送料导轨;33—基座;331—通槽;332—缺口; 333—通孔;34—送料机构;341—送料板;342—送料气缸;343—第二支架;35—弹性抵压机 构;351—抵压块;352—弹簧;353—挡板;36—输送机构;361—输送板;362—输送气缸; 37—振动盘;38—直振器; 4—上胶套装置;41—胶套输送机构;411—驱动轮组;4111—主动轮;4112—从动轮; 412—驱动电机;413—第三支架;414—导向轮;42—胶套扩张块;43—扩张块夹持机构; 431—夹持板;432—夹持气缸;44—胶套转接机构;441—转接块;442—套筒;443—电磁铁; 444—迷你气缸;445—连接板;45—裁切机构;451—切刀;452—切刀安装板;453—裁切气 缸;454—裁切气缸安装板;46—第一伸摆机构;461—第一旋转板;462—第一伸摆气缸; 463—第四支架; 5—整形装置;51—整形板;52—整形气缸;53—第五支架; 6—输送装置;61—产品夹持机构;611—手指气缸;612—夹爪;62—第二旋转板;63— 第二伸摆机构;631—第二伸摆气缸;632—第六支架; 7—包胶套装置;71—烤箱;72—链条;73—链条旋转机构;731—第一链轮;732—第一 链轮安装座;733—第二链轮;734—第二链轮安装座;735—步进电机;74—第二载具;741— 五金壳治具;742—支撑柱;743—活动块;7431—整形部;7432—驱动部;7433—支撑避空 部;744—弹性元件;745—底座;75—胶套整形机构;751—支撑座;752—上整形板;753—下 整形板;7531—上升整形部;7532—平直整形部;7533—退出整形部;754—下整形板安装 座; 100—胶套; 200—五金壳。 8 CN 111571518 A 说 明 书 5/11 页











