
技术摘要:
本发明涉及激光熔覆设备领域,具体公开了一种钻头激光熔覆工艺及其生产线,主要的发明点是高效地布置各个零部件,优化生产效率;同时适应性地改进部分零部件(比如再制造平台);也调整熔覆的流程,先全面测量钻头,再统一规划熔覆路径。本方案再制造平台能根据焊接工 全部
背景技术:
激光熔覆再制造技术是一种绿色制造技术。激光熔覆作为一种高能量密度的加工 手段,具有热影响区域小、残余应力小、修复效率高等特点。广泛应用于航天航空、机械冶 金、地质勘探、船舶车辆等领域。 石油与天然气钻井钻头价值高、使用量大、容易磨损,目前使用最多的是聚晶金刚 石复合片钻头(Polycrystalline Diamond Compact bit),简称PDC钻头,它是以金刚石微 粉与硬质合金衬底为原料,在超高压高温条件下烧结而成的复合超硬材料,既具有金刚石 的硬度与耐磨性,又具有硬质合金的强度与抗冲击韧性,是一种卓越的切削工具与耐磨工 具材料。其不仅应用于石油与天然气开采,还广泛应用于金属与非金属切削刀具、木材加工 刀具、耐磨工具等许多领域。 PDC钻头又分为胎体式PDC钻头和钢体式PDC钻头。胎体式PDC钻头是将金刚石复合 片通过钎焊方式焊接在钻头胎体上的一种切削型钻头。胎体钻头用碳化钨粉末烧结而成, 用钎焊将人造聚晶金刚石复合片焊在碳化钨胎体上,用天然金刚石保径。钢体PDC钻头是用 镍、铬、钼合金机械加工成形。经过热处理后在钻头体上钻孔,将人造聚晶金刚石复合片压 入(紧配合)钻头体内,用柱状碳化钨保径。 新钻头十分昂贵,一只钻头数万至数十万不等,钻头的再制造不仅减少已磨损废 钻头的堆积浪费,修复后基本可以达到新钻头性能,而且成本只有新钻头的不到三分之一, 可大幅度降低生产成本,符合循环经济和节能环保要求。 由于钻头的多样性,磨损表面不一定是直线或有规律的曲面,因此传统的多轴机 床很难自动修复,导致目前还采用手工测量手工修复,不仅速度慢、数据不准确,而且对操 作人员的工艺技术、熟练程度以及专注度等要求非常高,同时激光熔覆产生的高温、激光反 射或照射、粉末飞溅产生的空气粉尘污染等作业环境污染问题,都会对操作人员的身体健 康造成危害。 我司研发了一套自动化修复生产线,其中涉及钻头的辅助处理方法及其设备。
技术实现要素:
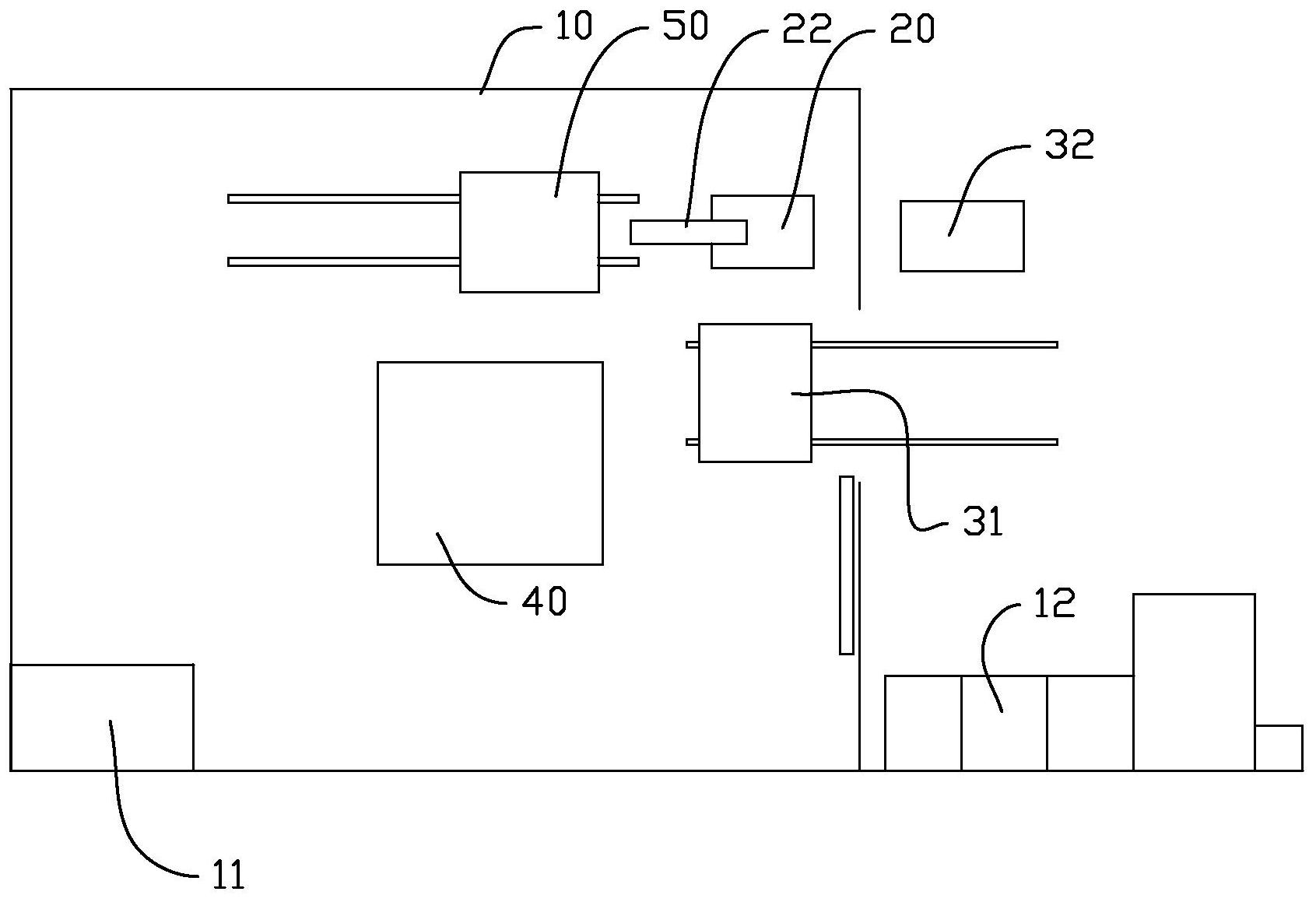
本发明的目的在于提供一种钻头激光熔覆工艺及其生产线,实现自动化、准确高 质量地修复钻头的目的,。 为实现上述目的,本发明提供了一种钻头激光熔覆工艺,包括以下步骤: S10、将所要修复的钻头安装到再制造平台; S20、所述再制造平台驱动钻头沿钻头的轴心线旋转,测量机器人靠近钻头后测量钻 头,然后形成三维的实际模型,钻头停止旋转,测量机器人远离钻头,测量机器人对比钻头 的实际模型和理论模型,获得钻头的缺失部分,依据上述缺失部分规划后续的熔覆路径,形 4 CN 111575701 A 说 明 书 2/6 页 成驱动指令; S30、感应加热炉朝钻头移动然后收纳钻头,按照驱动指令,感应加热炉预热钻头,预热 结束后感应加热炉移动远离钻头,钻头开始旋转,同时再制造平台在共振系统的激发下传 递振动使钻头共振,激光熔覆机器人修复钻头; S40、熔覆结束后,感应加热炉重新靠近并收纳钻头,进行保温。 作为上述方案的改进,所述步骤S30中,采用中频加热炉预热钻头,将工频50Hz交 流电变为中频,加热钻头至700℃,加热速率每15min不超过120℃。 作为上述方案的改进,所述步骤S30中,钻头在修复时如果钻头的温度低于600℃, 激光熔覆机器人停止修复,感应加热炉重新靠近并收纳钻头,将钻头加工至700℃之后继续 熔覆。 作为上述方案的改进,所述再制造平台内布置冷却机构,在步骤S30和S40中不断 带走钻头预热、熔覆、保温过程传递至再制造平台的热量。 作为上述方案的改进,所述驱动指令由PLC程序执行。 一种使用上述钻头激光熔覆工艺的生产线,包括:再制造平台,包括连接杆、分度 头、调心支架、冷却机构、亚共振机构、驱动机构、控制中心和承载支架,所述分度头夹持连 接杆的一端,所述驱动机构通过分度头驱动连接杆绕连接杆的轴心线旋转,所述调心支架 作为支点承托连接杆的另一端,所述冷却机构通过循环流动的冷却液带走连接杆上的热 量,所述承载支架上直接安装分度头、调心支架和亚共振机构,所述亚共振机构通过承载支 架、分度头、调心支架和连接杆将激振传递至钻头,冷却机构、驱动机构和控制中心不接触 亚共振机构;感应加热炉,布置在正对连接杆的轴心线的前方,所述感应加热炉安装于第一 导轨上,可相对连接杆移动;测量机器人,布置在连接杆的侧面,所述测量机器人安装于第 二导轨上,可相对连接杆移动;激光熔覆机器人,固定安装在连接杆的侧面,包括机械臂、送 粉装置、激光熔覆头和控制中心。 作为上述方案的改进,还包括独立的房间,所述房间内布置空调,所述感应加热 炉、再制造平台和激光熔覆机器人均布置在所述房间内,承托所述测量机器人的第二导轨 同时布置在所述房间的内外两侧,使所述测量机器人能够进入或离开房间,相应地所述房 间在侧面设置一个专门允许测量机器人通过的门。 作为上述方案的改进,所述连接杆为回转体结构,所述连接杆内部具有空腔,所述 连接杆的头部设有螺牙;所述分度头包括三爪卡盘和液压拉杆,所述分度头夹持连接杆的 尾部并带动连接杆旋转;所述调心支架夹持连接杆的中部,所述调心支架包括第一支架和 三个伸缩杆,三个所述伸缩杆围绕连接杆的周向均匀分布,三个所述伸缩杆均安装于第一 支架,各个所述伸缩杆的端部可伸缩活动使各个伸缩杆的端部相对连接杆的距离可调,各 个所述伸缩杆的端部均设置轴心线平行于连接杆轴心线的滚轮。 作为上述方案的改进,所述冷却机构包括制冷机组和从制冷机组延伸出的两条液 体循环管,两条所述液体循环管从连接杆的尾部插入然后与连接杆的空腔连通,一条所述 液体循环管的端口位于靠近连接杆尾部的位置,一条所述液体循环管的端口位于靠近连接 杆头部的位置。 作为上述方案的改进,所述亚共振机构包括激振器、测振器、导轨、胶垫和控制中 心,所述测量机器人采用激光测量仪或视觉测量仪。 5 CN 111575701 A 说 明 书 3/6 页 本发明具有如下有益效果: 连接杆通过螺牙连接钻头,方便更换不同型号的钻头; 连接杆带动钻头旋转,可以测量机器人和激光熔覆机器人联动,实现钻头修复最佳位 置的自动控制; 冷却机构避免钻头熔覆的热量传导到分度头,避免损坏工装; 感应器获取钻头的参数,监控记录加工状态,全程将数据传递给控制中心,PLC程序可 以内置多套工艺,可以根据不同的工艺要求自动切换,整套生产线自动化程度高; 亚共振机构给钻头施加共振,可以减少应力,提高熔覆焊接质量; 感应加热炉和测量机器人可以移动,不影响激光熔覆机器人的工作,特别是可以将测 量机器人转移到更为凉快的房间外,能最好地保护测量机器人;相比传统方案中一边测量 一边熔覆的方案(加工位置温度很高,对测量机器人要求高,选型难度大),上述设计可以扩 大设备选定范围,特别是选用更精密更精准的测量机器人。 附图说明 图1是一种实施例下整个生产线的俯视图; 图2是一种实施例下再制造平台的立体图; 图3是一种实施例下分度头位置的立体图; 图4是一种实施例下感应加热炉的立体图。 附图标记说明:10、房间;11、空调;12、控制中心;20、再制造平台;21、钻头;22、连 接杆;23、三爪卡盘;24、第一支架;25、伸缩杆;31、测量机器人;32、人工测量平台;40、激光 熔覆机器人;50、感应加热炉;51、炉门;52、主齿轮;53、从齿轮;54、齿条;55、炉门电机;61、 液体循环管;62、承载支架;70、亚共振机构。











