
技术摘要:
本发明涉及精密铸件技术领域,且公开了铸造精密铸件的型壳的蒸汽水洗一体化脱蜡装置及其使用方法,包括外壳,所述外壳的内壁活动连接有保温层,所述保温层的内壁活动连接有支座,所述支座的上部活动连接有长板,所述长板的上表面活动连接有左升降杆,所述长板的上表面 全部
背景技术:
精密铸件一般都是由失蜡法铸造,失蜡法铸造出来的精密铸件不仅精密、复杂、接 近于零件最后形状,而且能够不加工或很少加工就直接使用,是一种能直接形成的先进工 艺,失蜡法的其中一个步骤就是将铸造精密铸件的型壳脱蜡,脱蜡采用的是蒸汽脱蜡,利用 蒸汽的高温将型壳表面的石蜡脱去。 但是目前来说,很多蒸汽脱蜡的装置都是将型壳放在蒸汽脱蜡室,利用蒸汽的高 度达到石蜡的熔点,石蜡化成液体脱离型壳的表面和内部,但是光有蒸汽的作用并不能完 全清理掉型壳的石蜡,因为有的石蜡化成液体在型壳的内部不易清理,所以有的装置会在 蒸汽脱蜡室的旁边增加一个热水脱蜡,但其中有一个缺点就是,当型壳从蒸汽脱蜡室出来 到热水脱蜡室有一定的距离,石蜡受冷有可能会凝固成固体,然后放到热水脱蜡室中的时 候,虽然热水能否将石蜡从固体融化成液体,但是石蜡在固体的状态下受高温容易膨胀,型 壳的内壁可能会因为石蜡的膨胀出现裂痕。 为了解决上述问题,发明者提出了铸造精密铸件的型壳的蒸汽水洗一体化脱蜡装 置及其使用方法,该装置在蒸汽室中加入了热水,型壳能够在受蒸汽融化表面石蜡后,经过 调节装置沉入到底部的热水中,就不会有石蜡在这个过程中重新凝固的风险,装置还有装 气压阀,不会因为蒸汽太多导致内部气压过大。
技术实现要素:
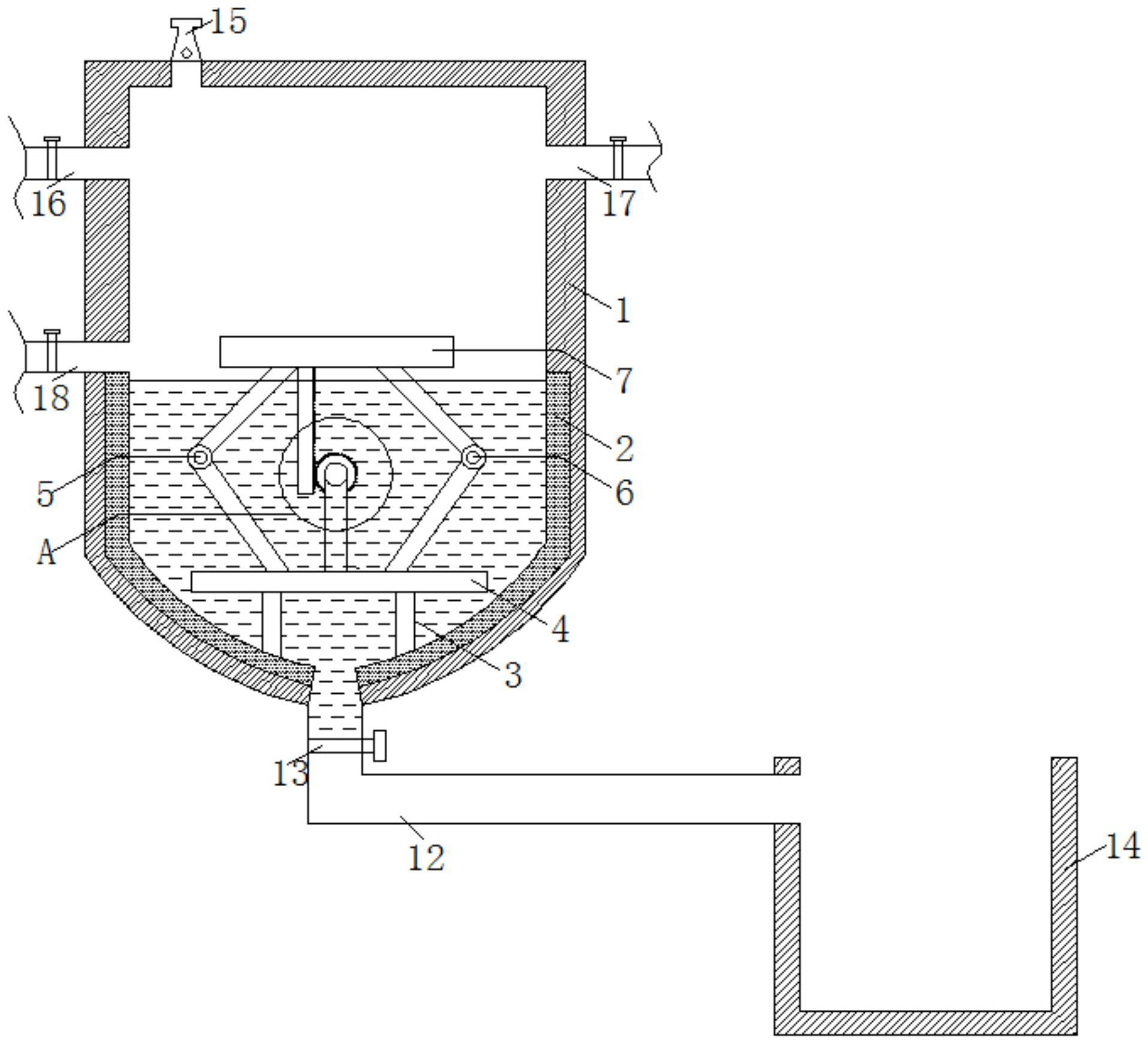
(一)解决的技术问题 针对现有技术的不足,本发明提供了铸造精密铸件的型壳的蒸汽水洗一体化脱蜡 装置及其使用方法,具备蒸汽脱蜡后能直接调节型壳到热水里的优点,解决了一般蒸汽装 置没有热水脱蜡室或者型壳移动到脱蜡室中途有再凝固风险的问题。 (二)技术方案 为实现上述蒸汽脱蜡后能直接调节型壳到热水里的目的,本发明提供如下技术方 案:铸造精密铸件的型壳的蒸汽水洗一体化脱蜡装置及其使用方法,包括外壳,所述外壳的 内壁活动连接有保温层,所述保温层的内壁活动连接有支座,所述支座的上部活动连接有 长板,所述长板的上表面活动连接有左升降杆,所述长板的上表面活动连接有右升降杆,所 述左升降杆远离长板的一端活动连接有放置板,所述放置板内部设有圆孔,所述放置板的 4 CN 111545712 A 说 明 书 2/4 页 底部活动连接有上齿板,所述上齿板远离放置板的一端活动连接有齿轮柱,所述长板的上 部活动连接有支柱,所述外壳的底部活动连接有管道,所述管道的内部活动连接有阀门,所 述管道远离外壳的一端活动连接有水槽,所述外壳的上面活动连接有气压阀,所述外壳的 左侧设有进气口,所述外壳的右侧设有出气口,所述外壳的左侧设有进水口。 优选的,所述支座的内部设有开孔。 优选的,所述左升降杆和右升降杆的上下两端都是利用螺栓与长板和放置板活动 连接。 优选的,所述放置板内部设有凹槽,凹槽内的圆孔排列整齐。 优选的,所述上齿板内侧固定连接有锯齿,齿轮柱分别与上齿板的锯齿和支柱活 动连接。 优选的,所述外壳的正面活动连接有摇杆,摇杆穿过外壳与齿轮柱活动连接。 优选的,所述进气口、出气口和进水口的内部都活动连接有阀门。 优选的,所述外壳整个是由隔温材料制作。 (三)有益效果 与现有技术相比,本发明提供了铸造精密铸件的型壳的蒸汽水洗一体化脱蜡装置 及其使用方法,具备以下有益效果: 1、该铸造精密铸件的型壳的蒸汽水洗一体化脱蜡装置,通过齿轮柱与上齿板的配 合使用,当齿轮柱逆时针转动时,上齿板的锯齿被齿轮柱上的锯齿带动下移,所以上齿板整 个开始下移,上齿板与放置板活动连接,因此上齿板拖动放置板下移,起支撑作用的升降杆 开始降低高度,放置板到水面以下时就可以停止转动齿轮柱,让放置板回到原来位置只需 要顺时针转动齿轮柱,上齿板带动上移,放置板回到水面上,从而达到了在内部调节放置板 高度的效果。 2、该铸造精密铸件的型壳的蒸汽水洗一体化脱蜡装置,通过支座和阀门的配合使 用,在支座的周边具有多个开孔,热水可以经过开孔停在管道阀门的上部,当型壳脱蜡结束 后,打开阀门,热水从装置内部经过管道流到水槽内,在水槽放置一段时间后,石蜡会因为 水温降低恢复到固体状态,将石蜡捞出,水槽内的水可以加热重新使用,从而达到了热水重 复利用的效果。 附图说明 图1为本发明主要结构示意图; 图2为本发明放置板结构示意图; 图3为本发明图1中A处结构放大图暨调节装置结构示意图; 图4为本发明升降杆结构示意图。 图中:1-外壳、2-保温层、3-支座、4-长板、5-左升降杆、6-右升降杆、7-放置板、8- 圆孔、9-上齿板、10-齿轮柱、11-支柱、12-管道、13-阀门、14-水槽、15-气压阀、16-进气口、 17-出气口、18-进水口。











