
技术摘要:
本发明公开了一种提高梗丝掺配累计精度的方法,包括:掺配秤掺配梗丝时将整型数据项和预留数据项分开传输,再由工段控制器整合得到掺配秤累计流量信号;叶丝主秤得到叶丝主秤瞬时流量信号;梗丝掺配秤根据叶丝主秤瞬时流量信号计算掺配设定流量,并采用掺配修正系数进 全部
背景技术:
梗丝掺配是烟草行业制丝生产线的重要工段,其流程示意图如图1所示。制丝车间 掺配系统一直广泛使用在各产品中。梗丝掺配工作过程主要是多个电子悬浮式皮带秤协同 工作来实现,将单位重量的叶丝按比例自动掺入梗丝,在这个过程中,需要梗丝掺配严格按 照比例掺入叶丝,越高的掺配累计精度代表产品的工艺性越高。梗丝掺配的生产流程主要 是:1.生产主线叶丝进行烘丝及风选处理后,进入叶丝总秤进行流量称量,将这一信号通过 电控系统,传输给掺配梗丝秤;2.掺配梗丝秤根据叶丝总秤称量的叶丝重量,根据梗丝掺配 比例,计算设定流量值;3.掺配梗丝秤根据设定流量值进行掺配,将成品梗丝与烟叶叶丝混 合后,进入下一道工序。按照梗丝掺配控制原理,梗丝掺配量主要受叶丝主秤流量及梗丝掺 配称计量精度的共同影响,电子皮带秤生产过程难免会有瞬时计量过大、联动效果不佳的 设备误差。传统的掺配方式存在以下问题:1)梗丝计量单位精度不能满足指标需求;2)主线 来料流量过低时,掺配秤不执行动作,引起系统统计错误;3)梗丝掺配反算方法不能适应高 精度控制要求。
技术实现要素:
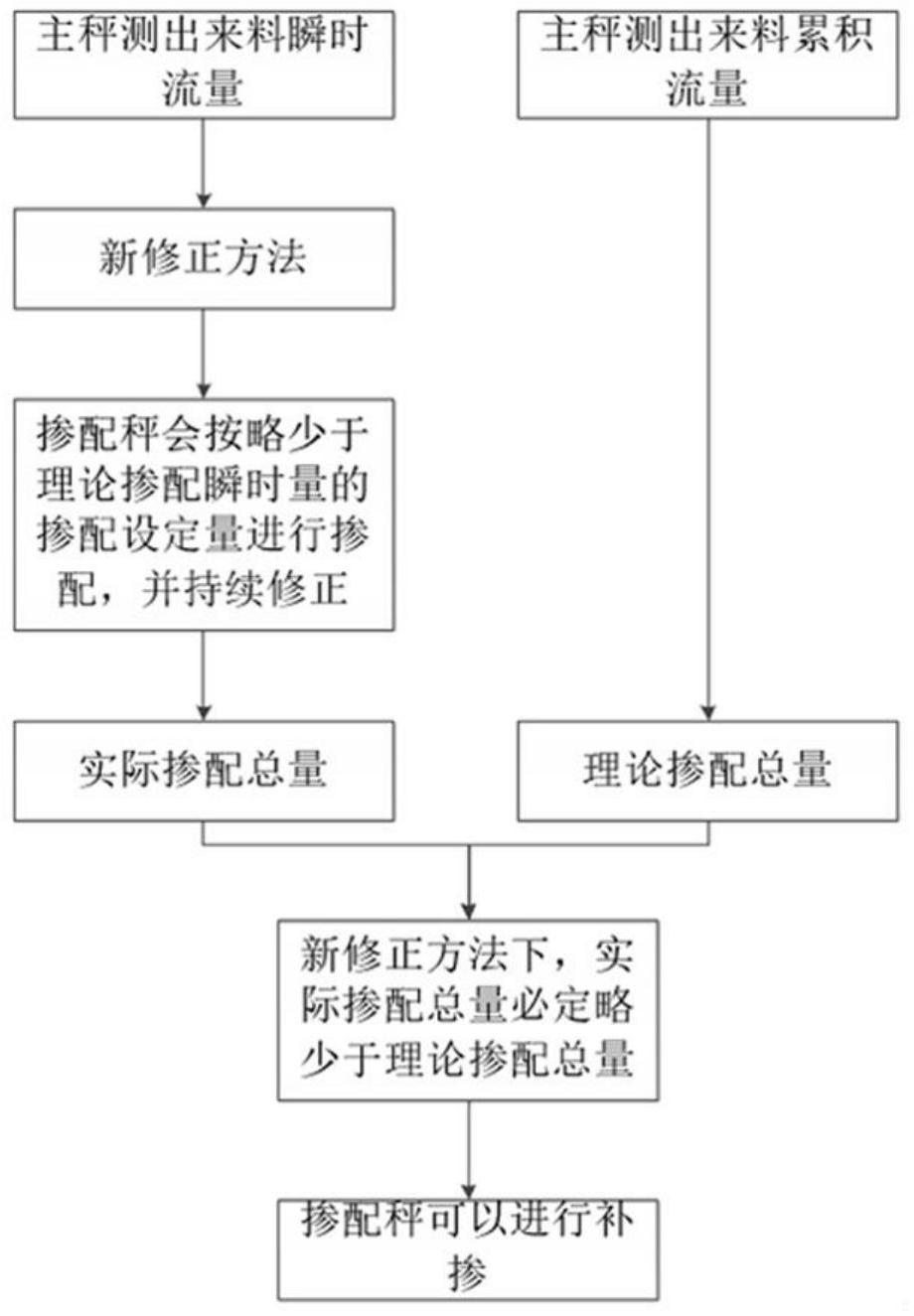
本发明的目的在于提供一种提高梗丝掺配累计精度的方法,用于解决现有技术中 梗丝计量单位精度不能满足指标需求、主线来料流量过低时,掺配秤不执行动作,引起系统 统计错误以及梗丝掺配反算方法不能适应高精度控制要求的问题。 本发明通过下述技术方案解决上述问题: 一种提高梗丝掺配累计精度的方法,包括: 步骤S100:配置梗丝掺配秤的称量信号为整型数据项和预留数据项,掺配秤掺配 梗丝时将整型数据项和预留数据项分开传输,再由工段控制器解析整合得到掺配秤累计流 量信号; 步骤S200:叶丝主秤称量叶丝得到叶丝主秤瞬时流量信号; 步骤S300:梗丝掺配秤根据叶丝主秤瞬时流量信号实时计算掺配设定流量,并采 用掺配修正系数进行修正,所述掺配修正系数的取值用于调节掺配秤实际累计值偏差率且 使实际掺配总量小于理论掺配总量; 步骤S400:在收尾阶段进行补充掺配,具体地: 当掺配设定流量低于预设阈值时,按照预设阈值执行掺配流量;当掺配秤实际累 计偏差率达到预设条件,掺配结束。 掺配秤计量精度可以满足0.001KG精度要求。由于掺配秤内部采用一个8位整型数 据项作为信号传输,计量精度会损失小数点后的部分。因此,利用Devicenet网络配置中预 留的数据长度,损失掉的部分单独传输给工段控制器PLC,将原先的掺配秤数据信号aaa转 3 CN 111580481 A 说 明 书 2/4 页 换为两个数据aaa bbb/1000,在工段控制器PLC上解析出来,这样就能获得一个aaa.bbb的 高精度流量信号。 本方案中的掺配修正系数随着掺配秤实际累计值偏差率的变化而选用不同的修 正值,使满足实际掺配总量小于理论掺配总量,实现先期批次掺配略少于理论掺配值,再在 收尾阶段进行补掺。弥补掺配后期梗丝掺配秤不会执行小于流量阈值的掺配,提高了掺配 累计精度。 所述步骤S100具体为:利用Devicenet网络配置掺配秤的称量信号为整型数据项 和预留数据项,掺配秤称量梗丝时,将称量信号的整型数据项和预留数据项分别传输给工 段控制器;工段控制器解析整型数据项和预留数据项,得到掺配秤累计流量信号。 所述步骤S300中掺配设定流量和掺配秤实际累计值偏差率的计算方法为: 掺配设定流量=配方掺配比例*叶丝主秤瞬时流量信号*掺配修正系数; 掺配秤实际累计偏差值=掺配秤实际累计值-掺配秤理论累计值; 其中,掺配秤实际累计值即为掺配秤累计流量信号,掺配秤理论累计值为计算得 到,计算方法是:掺配秤理论累计值=叶丝主秤累计量*配方掺配比例; 掺配秤实际累计值偏差率=掺配秤实际累计偏差值/掺配秤理论累计值,其中,掺 配秤实际累计值偏差率*100%=掺配累计精度。 所述掺配修正系数与掺配秤实际累计值偏差率的关系为: 当掺配秤实际累计值偏差率>0.5,掺配修正系数为0.70; 当0.5≥掺配秤实际累计值偏差率>0.3,掺配修正系数为0.90; 当0.3≥掺配秤实际累计值偏差率>0.1,掺配修正系数为0.96; 当0.1≥掺配秤实际累计值偏差率>0.05,掺配修正系数为0.97; 当0.05≥掺配秤实际累计值偏差率>-0.3,掺配修正系数为0.98; 当-0.3≥掺配秤实际累计值偏差率>-1.5,掺配修正系数为1; 当掺配秤实际累计值偏差率≤-1.5,掺配修正系数为1.2。 所述步骤S400具体为: 当掺配设定流量低于85KG/H时,执行85KG/H的掺配流量;根据掺配秤瞬时流量,收 尾阶段(收尾阶段指的是一批物料接近生产批次结束但还未完全结束的一小段时间)流量 持续走低,当低于85KG/H的时候,工段PLC强制执行85KG/H的设定流量,直到掺配秤实际累 计偏差率达到预设条件:掺配秤实际累计偏差率≥-0.001时,掺配结束。 由于梗丝掺配秤不会执行小于85KG/H的流量,通过在先期少掺配少量梗丝,当掺 配设定流量根据主秤流量下降掉到85KG/H以下后,强制执行85KG/H的掺配设定流量,持续 累积梗丝掺配总量,直到掺配悬浮秤实际累计值偏差率由小转大,大于等于-0.001,再取消 掉85KG/H的流量值,达到“先缺后补”的作用,保证掺配累计精度。 本发明与现有技术相比,具有以下优点及有益效果: 本发明通过提高梗丝掺配秤的信号精度、采用新的修正方法,实现先期批次掺配 略少于理论掺配值,再在收尾阶段进行补掺。弥补掺配后期梗丝掺配秤不会执行小于流量 阈值的掺配,提高了掺配累计精度,且全程自动控制实现,无需增加操作人员的操作流程。 4 CN 111580481 A 说 明 书 3/4 页 附图说明 图1为梗丝掺配流程图; 图2为现有技术中梗丝掺配方法影响掺配累计精度的示意图; 图3为本发明中梗丝掺配方法示意图; 图4为本发明中收尾阶段产生的小流量梗丝处理方法示意图。











