
技术摘要:
本发明提供了一种带钢加热功率的控制装置及方法,属于轧钢技术领域,包括机架、辊筒、加热区、控制器以及温度检测器,辊筒均转动连接于机架上;各辊筒平行间隔设置,且沿机架的长度方向设置;加热区均固定于机架上;加热区的加热温度沿带钢运动方向逐步增大;控制器与 全部
背景技术:
带钢在制造过程中需要对加热区的燃烧需要合理控制,现有技术对带钢加热区的 燃烧过程进行统一控制,当带钢的速度不稳定,或带钢的尺寸变化时,仍然按照相同的加热 功率进行控制,导致带钢发生瓢曲,甚至会产生炉内断带事故,由于炉内生产过程速度巨 变,也会引起带钢性能跳变,从而生产出的带钢合格率低的情况,还存在安全隐患。
技术实现要素:
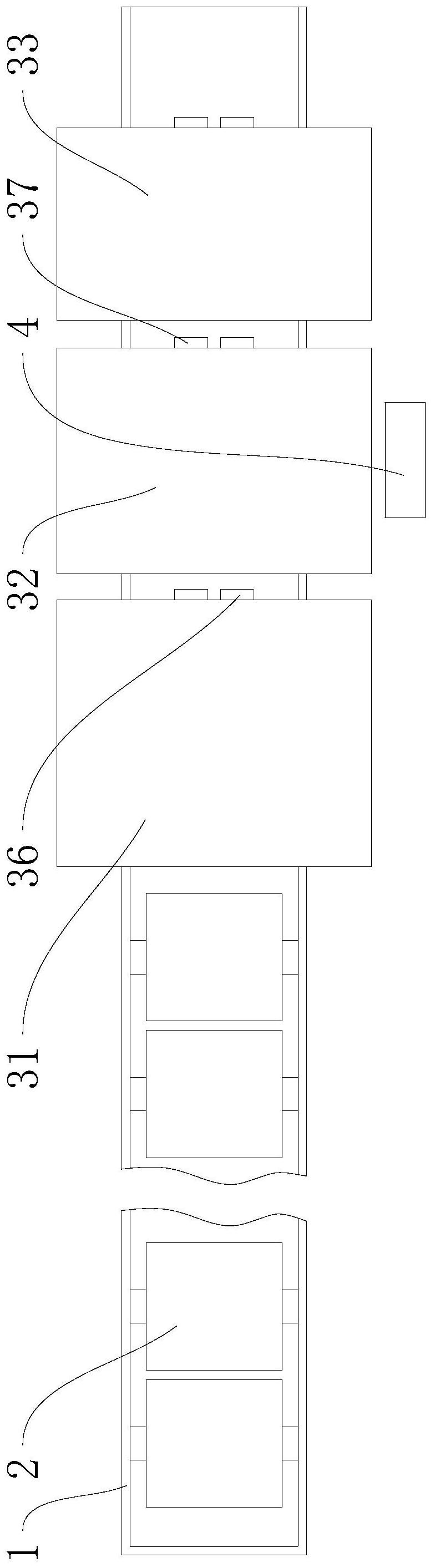
本发明的目的在于提供一种带钢加热功率的控制装置及方法,以解决现有技术中 存在的带钢在加热过程中保持不变的加热功率,影响带钢质量的技术问题。 为实现上述目的,本发明采用的技术方案是:提供一种带钢加热功率的控制装置, 包括: 机架; 辊筒,数量为多个,且均转动连接于所述机架上;各所述辊筒平行间隔设置,且沿 所述机架的长度方向设置; 加热区,数量为多个,均固定于所述机架上;所述加热区沿所述机架的长度设置, 且所述加热区的加热温度沿带钢运动方向逐步增大;所述加热区分别设有第一进料口和第 一出料口; 控制器,与各所述加热区、所述辊筒电性连接,用于调节各所述加热区的加热温 度; 温度检测器,固定设于各所述加热区上,且与所述控制器电性连接;所述温度检测 器与对应的加热区的所述第一出料口同侧设置。 作为本申请另一实施例,所述加热区为三个,分别为顺次设置的低温区、中温区以 及高温区,所述低温区、所述中温区以及所述高温区的加热长度逐步减小。 作为本申请另一实施例,所述加热区包括: 外壳,固定于所述机架上; 加热器,数量为多个,分别设于所述外壳内壁的顶面和侧面上。 作为本申请另一实施例,所述带钢加热功率的控制装置还包括: 速度传感器,固定设于各所述加热区上,且与所述控制器电性连接;所述速度传感 器与所述温度检测器设于所述加热区的同一侧。 作为本申请另一实施例,所述带钢加热功率的控制装置还包括: 备用区,设于所述机架上,位于所述加热区的一侧;所述备用区上开设有与第二进 料口和第二出料口;所述第二进料口与所述第一出料口对应。 4 CN 111578695 A 说 明 书 2/6 页 作为本申请另一实施例,所述备用区内的两侧设有用于与带钢两边对应的加热 器。 作为本申请另一实施例,所述备用区与所述机架滑动配合。 本发明提供的带钢加热功率的控制装置的有益效果在于:与现有技术相比,本发 明带钢加热功率的控制装置,使用时将带钢放置于机架上的辊筒上,启动辊筒带动带钢朝 向加热区运动,带钢顺次从低温的加热区到高温的加热区,使带钢的温度逐步提升,带钢从 加热区的第一进料口进入,并在穿出第一出料口时,由温度检测器检测经过加热区加热后 的带钢温度,并传递信号至控制器上,控制器分析信号并与加热区的预设温度对比,大于时 降低下一个加热区的温度,小于时提高下一个加热区的温度;通过这种方式,借助加热功率 变化的各加热区,使带钢加热温度逐步提高,并且根据带钢的实际温度可以快速地调节各 加热区的实际加热温度,使整个加热过程的加热功率得到较为准确的控制,确保带钢的质 量不受影响。 本发明的另一个目的在于提供一种带钢加热功率的控制方法,包括任意一项上述 的带钢加热功率的控制装置,还包括: 启动各所述加热区,对各加热区对应的所述辊筒预热; 将带钢放置在所述辊筒上,并由所述辊筒带动带钢朝向所述加热区运动; 带钢先后穿过各所述加热区,带钢的加热温度逐步升高; 所述温度检测器监测带钢穿出各所述加热区时的温度,并发出信号至所述控制器 上; 当所述温度检测器监测的温度大于对应的所述加热区的预设温度时,所述控制器 控制相邻的下一个所述加热区的温度预设降低; 当所述温度检测器监测的温度小于对应的所述加热区的预设温度时,所述控制器 控制相邻的下一个所述加热区的温度预设升高。 作为本申请另一实施例,启动各所述加热区对所述辊筒预热时,各所述加热区的 加热温度低于对应的加热带钢的温度。 作为本申请另一实施例,所述辊筒带动带钢朝向所述加热区往复运动,对带钢进 行预热。 本发明提供的带钢加热功率的控制方法,使用时将带钢放置于机架上的辊筒上, 启动辊筒带动带钢朝向加热区运动,并且先对带钢进行预热,达到预热温度后,启动各加热 区至工作状态的加热功率,带钢顺次从低温的加热区到高温的加热区,使带钢的温度逐步 提升,带钢从加热区的第一进料口进入,并在穿出第一出料口时,由温度检测器检测经过加 热区加热后的带钢温度,并传递信号至控制器上,控制器分析信号并与加热区的预设温度 对比,大于时降低下一个加热区的温度,小于时提高下一个加热区的温度;通过这种方式, 借助加热功率变化的各加热区,使带钢加热温度逐步提高,并且根据带钢的实际温度可以 快速地调节各加热区的实际加热温度,使整个加热过程的加热功率得到较为准确的控制, 确保带钢的质量不受影响。 附图说明 为了更清楚地说明本发明实施例中的技术方案,下面将对实施例或现有技术描述 5 CN 111578695 A 说 明 书 3/6 页 中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些 实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附 图获得其他的附图。 图1为本发明实施例提供的带钢加热功率的控制装置的主视图; 图2为本发明实施例提供的带钢加热功率的控制装置的俯视图; 图3为本发明实施例提供的具有备用区的带钢加热功率的控制装置的局部示意 图; 图4为本发明实施例提供的加热区的内部结构示意图; 图5为本发明实施例提供的备用区与机架的连接示意图。 其中,图中各附图标记: 1、机架;11、滑轨;2、辊筒;3、加热区;31、低温区;32、中温区;33、高温区;34、备用 区;341、滑槽;342、第二进料口;35、外壳;351、加热器;36、温度检测器;37、速度传感器;38、 第一出料口;4、控制器。











