
技术摘要:
本发明涉及一种无缝钢轨的铝热焊方法,焊剂的成分为C、Si、Mn、Cr、Ni、Mo、V、铝粉和氧化以及铁粉;流程为:钢轨打磨除锈、去湿;对轨、组装;钢轨预热至轨头颜色发红;铝热焊剂点火预热、反应浇注;浇注后两边在距砂模框架外500mm内将钢轨加热到250‑300℃;推瘤,并 全部
背景技术:
无缝线路是把标准长度的钢轨焊连而成的长钢轨线路,又称焊接长钢轨线路。由 于消灭了轨缝,从而消除了车轮对轨头的冲击,不仅列车运行稳,还延长了线路设备和机车 的使用寿命。 铝热焊是无缝线路采用的一种钢轨焊接技术,是利用金属氧化物和铝之间的氧化 还原反应所产生的热量,进行熔融金属母材、填充接头而完成焊接的一种方法。焊接难点是 异质钢轨之间的焊接,例如贝氏体钢轨与珠光体钢轨之间的焊接,主要表现在热影响区易 产生白点、应力微裂纹源。 北京特冶工贸有限公司,经过多年的研究、试验,开发出了BTF贝氏体钢及钢轨,并 开发出了CN105921881A涉及的铝热焊剂,可用于同质和异质钢轨的焊接,实现焊缝处良好 的硬度过渡,焊缝性能完全符合TBT1632.3-2005与TBT1632.1-2005标准。焊缝相对于母材 的硬度差较小,实现了良好的过渡性。 然而,无缝线路的铝热焊是在铁路铺设现场进行,随着铁路事业的发展,铁路要跨 越不同的区域,不同地区气候特别是温度、湿度的变化,对焊接质量有很大的影响,表现在 焊缝过渡区产生裂纹、气泡等焊接缺陷。另外,由于不同焊剂合金成份的差异,每种焊剂要 研发相应的焊接工艺,也难以套用现有的工艺,这也给施工造成了一定的难度。因此需要开 发一种新的无缝钢轨的铝热焊工艺,以保证焊接质量。有鉴于此,北京特冶工贸有限公司在 已经开发了铝热焊剂的基础上,经过大量的调查、试验,开发和完善了一种新的无缝钢轨的 铝热焊工艺。
技术实现要素:
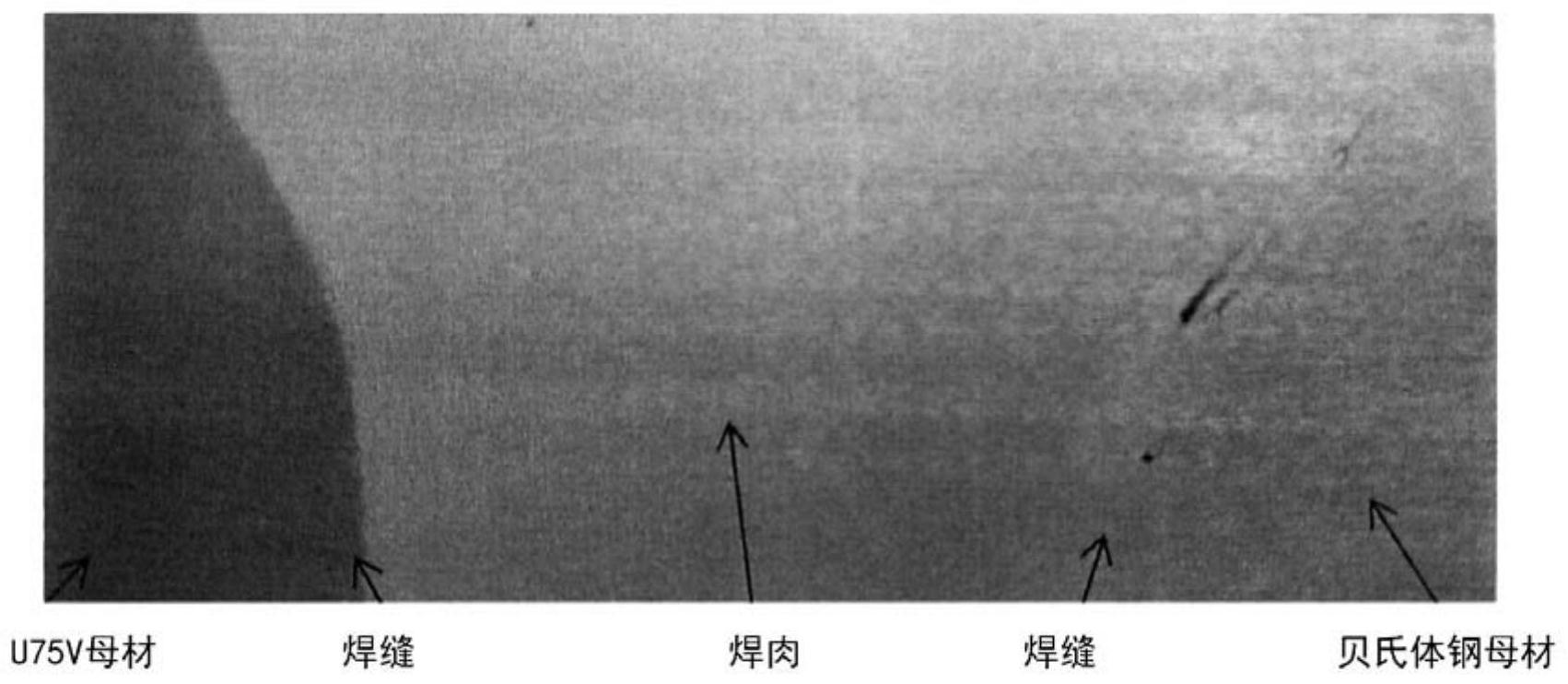
本发明的目的在于,提供一种无缝钢轨的铝热焊方法,是基于特冶开发的 CN105921881A铝热焊剂为基础,适合于不同地区环境的钢轨的焊接。 一种无缝钢轨的铝热焊方法,焊剂的成分为C、Si、Mn、Cr、Ni、Mo、V、铝粉和氧化以 及铁粉; 焊接流程为: (1)钢轨打磨除锈、去湿,去湿加热温度300-350℃; (2)对轨、组装,组装后重新擦拭焊口; (3)钢轨预热5分钟以上,至轨头颜色发红; (4)铝热焊剂点火预热、反应浇注; (5)浇注后两边在距砂模框架外500mm内将钢轨加热到250-300℃; (6)推瘤,两边在距砂锅模框架外500m内钢轨保持温度250-300℃; (7)焊口降温到500℃,热打磨,热打磨期间应保持两边在距砂模框架外 3 CN 111590192 A 说 明 书 2/4 页 500m内钢轨保持温度250-300℃; (8)热打磨后焊肉部分降温,两边在距砂模框架外500m内钢轨保持温度250-300 ℃,至焊肉部分达到250-300℃,焊口覆盖保温10-20分钟; (9)去除覆盖,自然冷却到室温。进一步地,在步骤(8)焊肉部分用风。 进一步地,在气温低于15℃时,在步骤(6)推瘤后用保温罩保温10分钟,避免降温 过快,以使晶粒细化,才能热打磨。 在气温低于15℃时,在步骤(3)预热前,先加热钢轨两侧各1000mm范围内至37℃。 进一步地,步骤(8)热打磨后,焊肉可以用风冷却到250-300℃,以有利于组织转 化,同时提高现场工作效率,减少维修时间。 同样地,在步骤(7)也可采用风冷将焊肉降温到500℃。 在步骤(1)中,去湿时不要加热焊口,以名有积碳、氧化皮产生,加热后焊口要擦除 或打磨干净。 在步骤(2)对轨组装时,轨缝宽度宜采用27-30mm,最宽最窄处不宜相差太大。 浇注结束后4.5分钟开始拆模,不能提前拆。 所述推瘤工作应该在浇注结束后7分40秒进行,不得提前。。 本发明的这种铝热焊工艺,在对轨组装前进行了去湿加热,避免钢轨表面湿气的 存在产生气孔缺陷,浇注后在钢轨的热影响区,通过加热和保温250-300℃,避免过渡区降 温过快,热打磨后保持温度,维持母材的温度,保证焊肉与母材界面温度,对焊肉和热影响 区的组织转变具有可控性,避免了不同地区环境、钢轨温度不同对焊接质量的影响,解决了 过渡区气孔及裂缝缺陷。 附图说明 图1为实施例1的焊接区表面照片; 图2为实施例2的焊接区表面照片。











