
技术摘要:
本发明公开了一种热塑性聚丙烯电缆等温结晶挤出成型方法,属于高电压与绝缘领域,本发明包括以下步骤:步骤一,将热塑性聚丙烯物料干燥;步骤二,将悬链式挤出机组的螺杆预热;步骤三,调整螺杆压缩比,并开始混炼;步骤四,将挤出机组安装水冷类型的设备,建立完整的温 全部
背景技术:
交联聚乙烯具有优越的绝缘性能和机械性能而被广泛用作高压电缆的绝缘材料。 然而交联聚乙烯绝缘材料具有的不易回收再利用、工作温度有限以及交联挤出工艺复杂等 缺点,开发出一种具有优良电气绝缘性能的环保型电缆材料显得尤为关键。聚丙烯具有较 高的熔点以及优异的电气性能,符合环保型可回收电缆绝缘材料的需求,从而被认为具有 替代交联聚乙烯绝缘材料的潜力。 在聚丙烯挤出成型工艺中,首先需要加热到一定温度,使聚丙烯进行塑化并达到 流动的条件。其次聚丙烯成型条件对其结晶形态有较大的影响,微晶的类型及结晶形貌会 对电气性能有直接影响。影响聚丙烯结晶形貌的主要因素有结晶温度与冷却速率,通过控 制聚丙烯电缆挤出成型的温度变化可以改变其结晶形貌,进而改善聚丙烯绝缘的电气性 能。
技术实现要素:
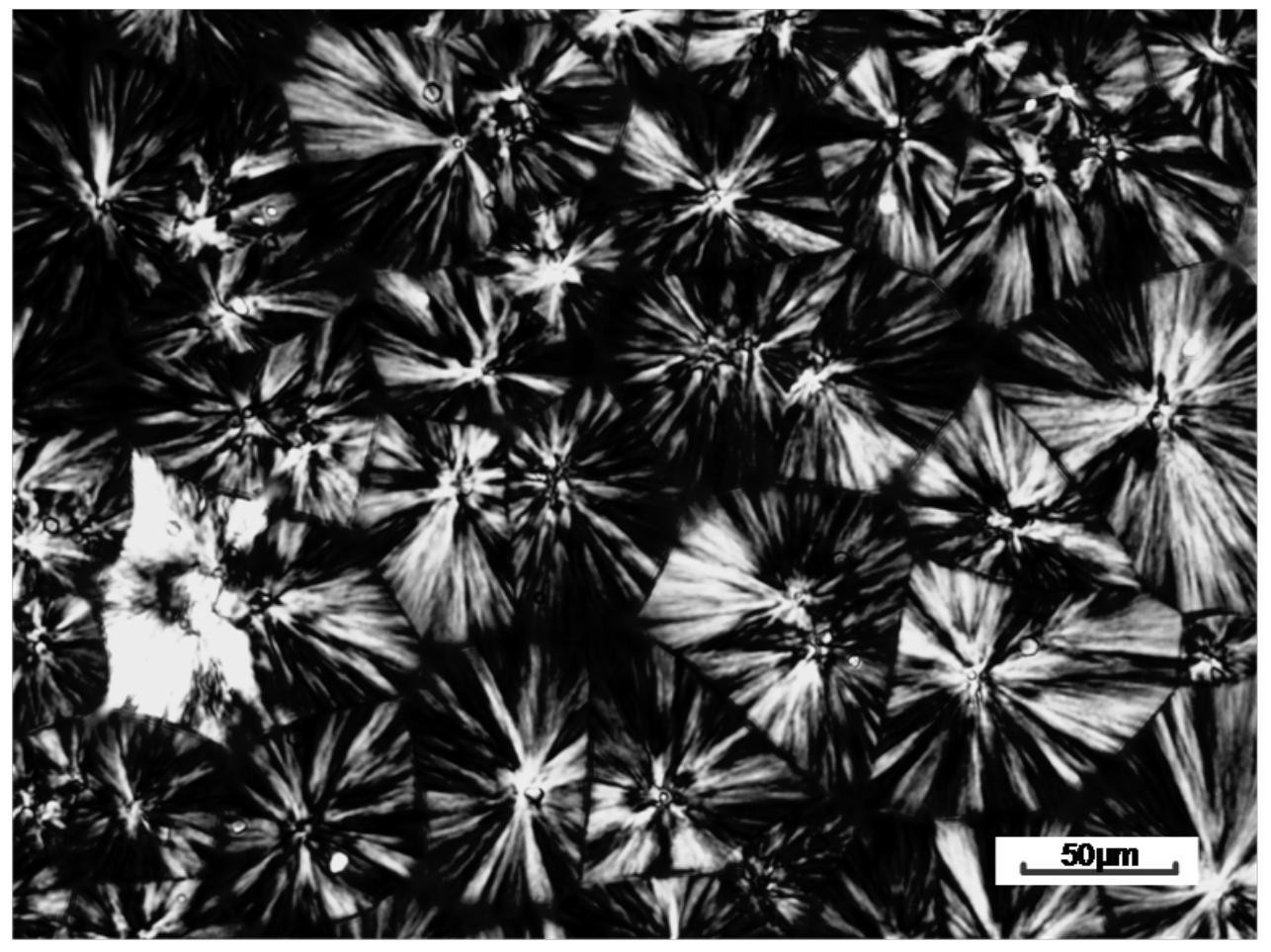
本发明的目的在于克服现有技术的不足,提供一种聚丙烯电气绝缘材料经等温结 晶过程挤出成型的工艺及方法。 本发明具体包含以下步骤: 步骤一,将热塑性聚丙烯物料烘干7小时; 步骤二,使用电磁感应加热装置将悬链式挤出机组的螺杆加热到200℃,加热升温 速率为10℃/min,预热10min; 步骤三,将聚丙烯料置于螺杆上,调整螺杆压缩比为1:1.2,混炼15min; 步骤四,在挤出机组安装水冷类型的设备,采用热电偶和红外测温装置实时测量 螺杆的温度和聚丙烯料的温度,建立基于组态王的温度监控人机界面,完成对聚丙烯料温 度的精准控制; 步骤五,打开水冷控制系统,同时减小电磁感应加热装置的输出功率为原有的 50%,将聚丙烯料的温度降为126℃,降温速率为20℃/min,关闭水冷装置并保持10min; 步骤六,采用水冷式分段降温,得到经126℃等温结晶10min后聚丙烯电缆绝缘。 本发明步骤二中螺杆压缩比=1:(1.1-1.5),优选1:1.2。 本发明步骤五中聚丙烯料结晶温度降为122-130℃,优选126℃。 本发明步骤五中聚丙烯料结晶降温速率为15-25℃/min,优选20℃/min。 本发明步骤六中聚丙烯料结晶时间为7-12min,优选10min。 本发明的优点及有益效果是:聚丙烯电缆试样未经等温结晶过程而直接冷却的行 为会使得聚丙烯结晶不完整,基体内部存在大量尺寸小的碎晶,进而不利于聚丙烯电缆击 3 CN 111546605 A 说 明 书 2/2 页 穿性能的提高,而聚丙烯电缆试样在经126℃等温结晶10min后可以形成较为完整的球晶进 而改善电缆的击穿性能。 附图说明 图1为聚丙烯电缆试样未经等温结晶后的偏光显微镜图。 图2为聚丙烯电缆试样在经126℃等温结晶10min后的偏光显微镜图。 图3为聚丙烯电缆试样的直流击穿场强威布尔分布图。











