
技术摘要:
一种用于刀具磨损在机检测装置及刀具磨损检测方法,本发明涉及机械自动化领域,本发明的目的是解决目前铣削加工中由于更换刀具引起的机床停机时间可占总停机时间的20%,检测效率的问题,机检测装置包括机械夹爪、机械臂、移动机构、图像采集机构和计算机处理机构;图 全部
背景技术:
铣削加工中,刀具磨损状态对工件的加工精度和表面完整性有显著影响,刀具过 度磨损将导致加工表面质量的恶化。为降低刀具磨损对加工造成的不利影响,通常停机后 将铣刀拆除进行检测,确定刀具是否需要进行更换。据统计,在加工过程中,由于更换刀具 引起的机床停机时间可占总停机时间的20%,且由于停机造成生产总成本的增加,因此,探 索有效的刀具磨损监测技术,对降低加工成本、提高加工质量与效率、发挥刀具更好的切削 性能具有重要意义。由此需要一种球头铣刀磨损在机检测装置及方法,在不拆刀的情况下, 对铣刀后刀面磨损值VB进行测量,分析是否达到更换刀具指标。
技术实现要素:
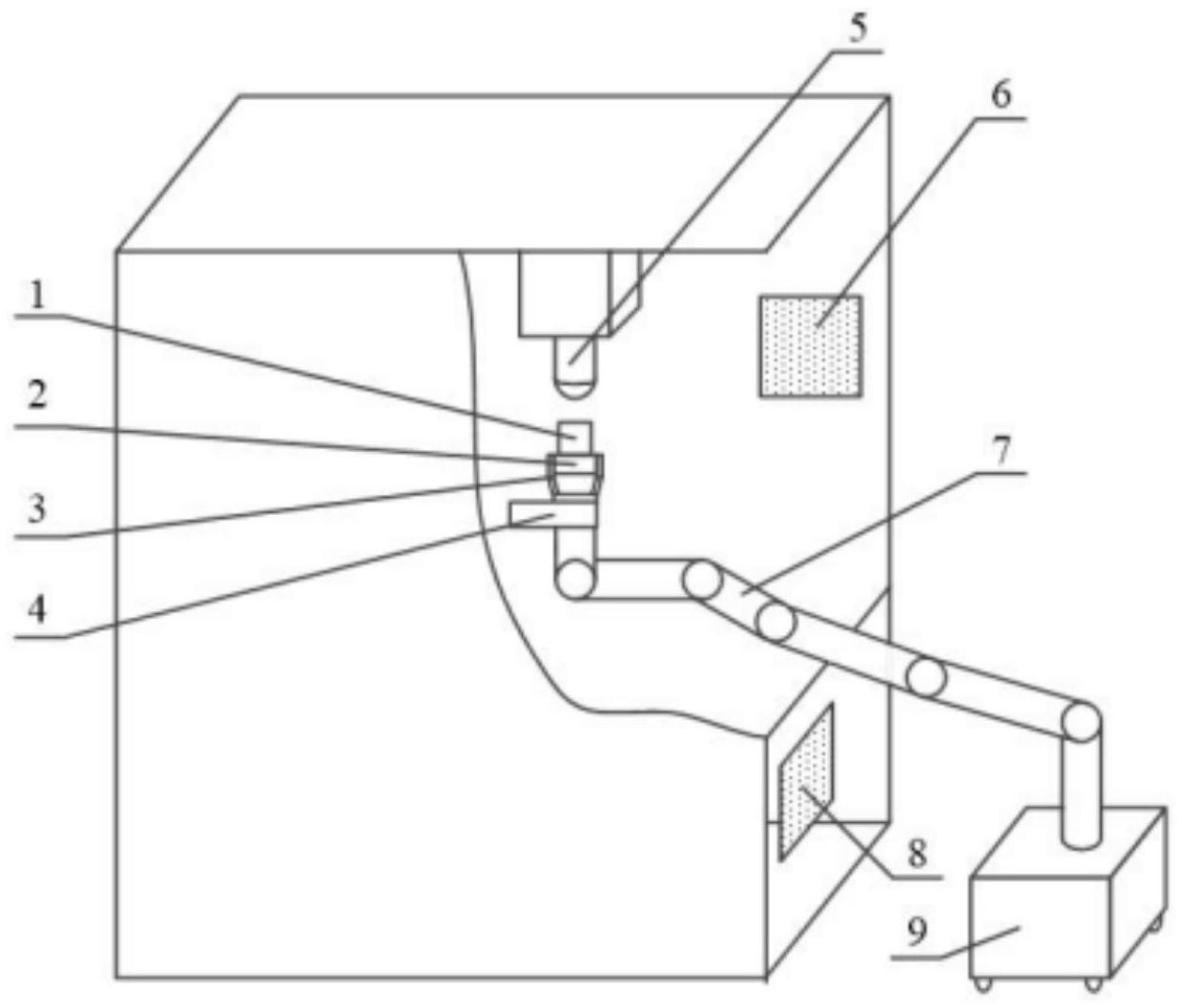
本发明的目的是解决目前铣削加工中由于更换刀具引起的机床停机时间可占总 停机时间的20%,检测效率的问题,因此提供一种用于刀具磨损在机检测装置及刀具磨损 检测方法。 本发明为解决上述问题而采用的技术方案是: 方案一:机检测装置包括机械夹爪、机械臂、移动机构、图像采集机构和计算机处 理机构;图像采集机构通过机械夹爪安装在机械臂末端,机械臂的连接端安装在移动机构 上,图像采集机构、机械臂和移动机构通过TCP/IP与计算机处理机构连接。 方案二:刀具磨损检测方法是按照以下步骤实现的: 步骤一:将计算机处理机构与图像采集机构、机械臂和移动机构通过TCP/IP连接, 保证图像采集机构、机械臂和移动机构与计算机处理机构连接畅通; 步骤二:通过计算机处理机构控制移动机构,将机械臂移动至机床附近; 步骤三:通过机械臂末端的腕部定位相机对机床上的第一标定板进行x、z、Ry三个 空间方向的标定,通过腕部定位相机对机床上的第二标定板进行y、Rz两个空间方向的标 定; 步骤四:通过机械臂带动图像采集机构的远心镜头和工业相机对刀具底部的底刃 进行图像采集,根据刀具底刃刃线特征值计算刀具旋转角度及刀具直径;机械臂7生产厂家 为丹麦优傲公司,机械臂的生产型号为UR10; 步骤五:通过机械臂带动图像采集机构的远心镜头和工业相机绕刀具进行运动, 进而对刀具的后刀面进行图像采集,并通过TCP/IP传输至计算机处理机构; 步骤六:计算机处理机构通过小波技术融合及基于块匹配拼接技术,对输入的后 刀面磨损值图像进行处理,进而输出刀具磨损值VB。 本发明的有益效果是: 4 CN 111571308 A 说 明 书 2/4 页 1、本申请的一台检测装置可以按照一定节拍检测多台加工机床上的相同刀具,进 而提高了检测效率,节省了加工成本。 2、本申请的检测装置可以识别铣刀后刀面磨损区域的VBmax、VB和磨损面积,对刀 具磨损状态进行监控。 3、本申请的机械臂7生产厂家为丹麦优傲公司,机械臂7的生产型号为UR10,可以 输入不同型号刀具的刃线方程,根据拍摄不同型号刀具后刀面磨损图像,进行检测,适用范 围广,检测刀具的型号较为广泛,增加了本申请的使用范围,适用性更强。 4、本申请实现了在不拆除机床上刀具的情况下实现刀具磨损值的检测,减少操作 工序,提高了工作效率。 5、本申请的移动机构9能进行移动行走,因此本申请的装置不占用机床内部空间, 使用方便。 附图说明 图1是本申请的整体结构主视图。 图2本申请刀具磨损检测的工作步骤示意图。











