
技术摘要:
本发明提供一种基于油膜力的热轧带钢油膜厚度计算方法,属于热轧自动控制技术领域。该方法首先制定油膜测试方案,确定升速步长;轧机零调完成后,辊缝保持零点位置不变情况下,轧机升速进行油膜测试,采集工作辊转速和轧制力实测值;通过实测工作辊转速、工作辊和支撑 全部
背景技术:
目前大部分热轧机支撑辊采用油膜轴承,油膜轴承以其高的承载能力以及可靠性 已经广泛地应用于热轧机上。轧制过程中轧机速度的变化会直接影响支撑辊轴承的油膜厚 度,引起成品厚度的波动产生产品的厚度偏差。为了满足在轧制中控制带钢厚度精度的要 求,必须对由轧制速度变化引起的带钢厚度波动进行油膜补偿。 在已有论文方面,论文“中厚板轧机油膜厚度模型的研究”(钢铁,2001 ,36(11): 42-45)对油膜厚度进行了分析,指出轧制速度和轧制力是影响油膜厚度的两个因素,并给 出了油膜厚度计算模型。根据论文“油膜厚度模型在宁波钢铁1780热连轧中的应用”(冶金 自动化,2011,S1:330-332)实验数据,在882t、1500t和2117t三种不同的轧制力下,在相同 轧制速度下,油膜厚度差距基本都是近50um,反而在相同轧制力情况下速度400rpm和 100rpm的油膜厚度相差近200um。所以,轧制力对油膜厚度的影响比轧制速度要小得多,并 且近乎恒定不变。另外,轧制力的变化会影响油膜厚度,反过来油膜厚度变化也会影响轧制 力,它们之间是耦合关系。综上所述,去除对油膜厚度影响较小的轧制力影响因素的油膜厚 度模型具有解耦作用,更适于现场应用。
技术实现要素:
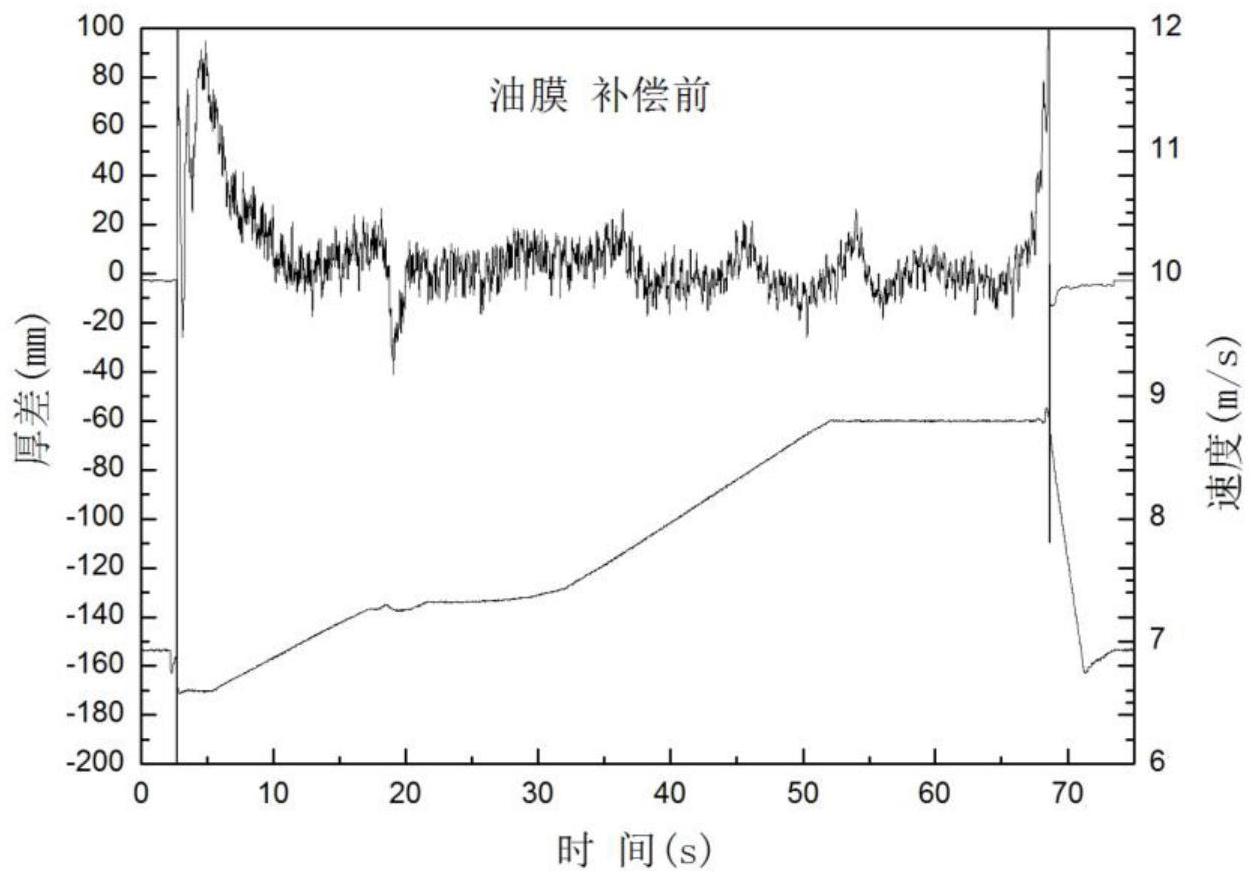
本发明要解决的技术问题是提供一种基于油膜力的热轧带钢油膜厚度计算方法。 该方法首先制定油膜测试方案,确定升速步长;轧机零调完成后,辊缝保持零点位 置不变情况下,轧机升速进行油膜测试,采集工作辊转速和轧制力实测值;通过实测工作辊 转速、工作辊和支撑辊直径计算支撑辊转速,实测轧制力与零调压力之差来计算油膜力;最 后分机架整理出在不同支撑辊转速步长下对应的油膜力分段数据;生产应用中根据实际支 撑辊转速和上述油膜测试数据采用线性插值计算出油膜力,最后由油膜力和轧机刚度计算 出油膜厚度用于补偿辊缝。 具体包括步骤如下: (1)制定方案:根据各机架在工艺设计上能达到的速度范围,制定升速步长; (2)油膜测试:轧机零调标定完成后,AGC保持辊缝在零点位置不变条件下,按油膜 测试方案升速,采集各机架工作辊转速和轧制力; (3)数据处理:根据工作辊实测转速、工作辊和支撑辊直径计算出支撑辊实测转 速,实测轧制力和零调压力之差计算油膜力,然后按机架整理出支撑辊在各个转速步长下 对应的油膜力分段数据; (4)油膜厚度计算:由实测或设定工作辊线速度计算出支撑辊转速,根据油膜测试 结果采用线性插值法求出与之对应的油膜力,再结合轧机刚度计算出油膜厚度值,将油膜 3 CN 111553027 A 说 明 书 2/5 页 厚度值补偿到AGC或二级辊缝设定模型中。 其中,步骤(3)中油膜力概念的理论依据推导过程如下: (1)忽略轧辊磨损和热膨胀,只考虑油膜厚度补偿的轧机弹跳方程为 其中,S为设定辊缝,单位为mm,h为出口厚度,单位为mm,P为轧制力,单位为t,P0为 零调压力,单位为t,C为轧机刚度,单位为t/mm,Of为油膜厚度,单位为mm。当轧机做空压靠 时出口厚度为0,则 (2)令轧机以两种不同的转速旋转可得: 当S1=S2时,由式(3)、(4)可得 (3)对于(3)式,当轧机以零调速度旋转并且P1为零调压力P0时,辊缝值S1=0,则可 得Of1=0,此时(3)式变为 其中,Pf为轧机空载零调完成后,辊缝保持零点位置不变但速度发生变化时,实测 压力与零调压力之差。 (4)轧机速度的变化会引起油膜厚度发生改变,但辊缝在零点位置不变,即AGC保 持位置环的情况下,油膜厚度的变化会引起轧制力的改变,此时的实测压力P2与零调压力P0 的差定义为油膜力Pf,油膜力是轧机空载且保持辊缝为零点位置不变条件下油膜厚度变化 引起的轧制力波动值。 结合式(1)、(6)可得考虑基于油膜力模型的轧机弹跳方程为 步骤(2)中油膜测试是在轧机零调完成后,辊缝保持零点位置不变,即AGC系统保 持位置环的前提条件下通过改变轧机速度进行的。 带钢咬入后的油膜厚度计算方法与步骤(4)计算流程基本一致,区别在于由实测 工作辊线速度得出油膜厚度补偿值用于AGC在线控制。 本发明的上述技术方案的有益效果如下: 上述方案中,通过基于油膜力概念提出了一种油膜厚度补偿模型,并给出相应的 油膜测试方法,模型忽略轧制力影响因素,具有解耦的作用。 4 CN 111553027 A 说 明 书 3/5 页 附图说明 图1为本发明的基于油膜力的热轧带钢油膜厚度计算方法的实施例中油膜厚度补 偿前带钢厚度控制效果图; 图2为本发明的基于油膜力的热轧带钢油膜厚度计算方法的实施例中油膜厚度补 偿后带钢厚度控制效果图。











