
技术摘要:
本发明涉及一种立面防护口罩、工作方法及其生产设备,立面口罩包括口罩本体,口罩本体内设有多条外折线和内折线,相邻外折线和/或内折线之间构成褶皱层,多个褶皱层的折叠方向不完全相同,从而构成双折叠拱形立面结构。本发明通过改变普通平面防护口罩在佩戴时的平面形 全部
背景技术:
普通平面防护口罩是一种卫生用品,一般指戴在口鼻部位用于过滤进入口鼻的空 气,以达到阻挡有害的气体、气味、飞沫进出佩戴者口鼻的用具,普通平面防护口罩对进入 肺部的空气有一定的过滤作用,在呼吸道传染病流行时,在粉尘等污染的环境中作业时,佩 戴普通平面防护口罩具有一定的防护作用。 普通平面防护口罩防侧漏设计就是要防止空气通过口罩与人脸面部缝隙进入人 体肺部。普通平面防护口罩具有防护作用的条件之一是:空气通过平面防护口罩过滤后被 吸入人体肺部。众所周知,空气就像水流一样,哪里阻力小就先向哪里流动。当防护口罩形 状与人脸不密合时,空气中的危险物一样就会从不密合处泄漏进去,并进入人的呼吸道,从 而使平面防护口罩失去防护功能。因此,为了保证普通平面防护口罩具有防护功能,普通平 面防护口罩需要与人脸口鼻处的基本贴合,即,人脸佩戴普通平面防护口罩后,人脸口鼻与 普通平面防护口罩之间没有间隙空间。然而,当前,当人脸佩戴普通平面防护口罩时,普通 平面防护口罩会经常被呼出的热气或唾液弄湿,弄湿后的普通平面防护口罩其阻隔病菌的 作用就会大大降低,从而使普通平面防护口罩失去防护功能。 由上所述,现在通用的普通平面防护口罩,其形状与人脸密合度是保证其具有防 护功能的前提之一。在呼吸道传染病流行时,普通平面防护口罩会经常被呼出的热气或唾 液弄湿,因此佩戴普通平面防护口罩并不能够确保人体安全、达到杜绝病菌入侵人的目的。 另外,口罩需要经常更换,特别是在疫情发生后,口罩的需求量急剧增大。然而在 口罩的需求量急剧增大的情况下,专用于口罩生产的制作设备有限,口罩的增加量不能满 足口罩需求量。同时,口罩制作设备制作周期近1个月,在紧急情况下,社会上的口罩需求量 并不能得到满足。 专利申请号为201880016118的中国发明专利公开了一种口罩,口罩(100)具备:口 罩主体部(1),覆盖佩戴者的面部的对象部位;和右耳挂部(2)及左耳挂部(3),用于将口罩 主体部(1)卡止于所述佩戴者的耳朵,口罩主体部(1)具备确保佩戴者的嘴边与所述口罩主 体部的间隔的口部加强部件(13),口部加强部件(13)具备在比口罩主体部(1)的上下方向 中央部靠下部的位置,但是由于口部和口罩之间的间隔空间较小,口罩仍然会被呼出的热 气或唾液弄湿。 专利号为ZL201610280746.1的中国发明专利公开了一种口罩本体制造机,包括用 于无纺布和鼻梁条进料的放料机构、机架、用于在无纺布上印刷的印刷机构、用于将鼻梁条 焊接于无纺布上的定鼻梁条机构、用于在无纺布上成型花纹的花纹机构、用于切去成型有 花纹的无纺布边角的切割机构、用于回收边角废料的收废料机构和用于成品口罩出料的出 料机构,所述印刷机构、定鼻梁条机构、花纹机构、切割机构、收废料机构和出料机构均安装 4 CN 111543697 A 说 明 书 2/14 页 于机架上方,且均位于放料机构后方。该口罩制造机虽然在一定上程度上提高了生产效率, 但是受到机器本身结构限制通常只能保持在每分钟60-80片产量,而当疫情发生后,在口罩 的需求量急剧增大的情况下,现有的口罩设备产能远远达不到社会对口罩的需求。
技术实现要素:
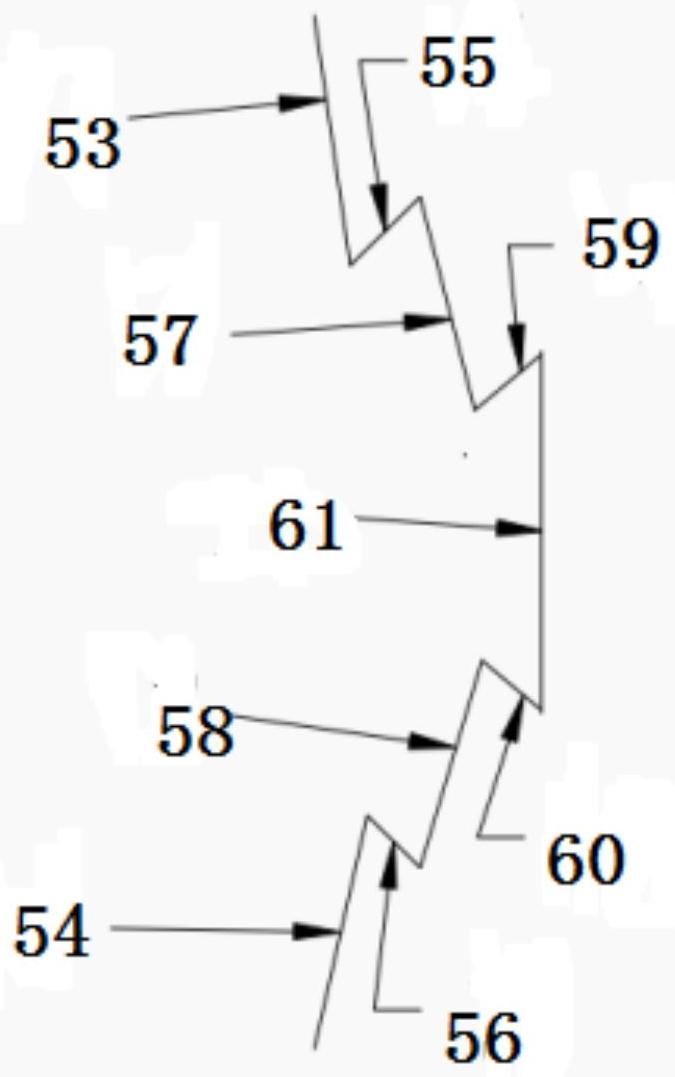
为克服上述现有技术中的缺陷与不足,本发明提供一种立面防护口罩、工作方法 及其生产设备,通过改变普通平面防护口罩在佩戴时的平面形状为拱形立面形状,使在佩 戴时能在口鼻处保留一定的空间,解决了普通平面防护口罩会经常会被呼出的热气或唾液 弄湿难题,该生产设备自动化程度较高、口罩的生产效率较高,满足当前由于疫情影响,口 罩的需求量大增的现状。 为实现上述目的本发明的技术方案是: 一种立面防护口罩,包括口罩本体,口罩本体内设有多条外折线和内折线,相邻外 折线和/或内折线之间构成褶皱层,多个褶皱层的折叠方向不完全相同,从而构成双折叠拱 形立面结构。 本发明立面防护口罩为双折叠拱形立面结构。 防护口罩的原料为无纺布,无纺布(英文名:Non Woven Fabric或者Nonwoven cloth)又称不织布,是由定向的或随机的纤维而构成。因具有布的外观和某些性能而称其 为布。无纺布具有防潮、透气、柔韧、质轻、不助燃、容易分解、无毒无刺激性、色彩丰富、价格 低廉、可循环再用等特点。因无纺布具有柔韧的特点,所以无纺布由平面拉伸为拱形立面具 有较大难度。根据通用普通防护口罩的外形尺寸为170-180mm长,95-100mm宽,本发明的立 面防护口罩设置为对向双折叠可拉伸拱形立面。 本发明设置双折叠可拉伸拱形立面原因之一如下:相对于其他结构形式,拱形承 受压力时,压力会由顶点扩散到两端。因此,拱形形式受压时会把这个力传给相邻的部分抵 住拱型两端散发的力,从而可以承受更大的压力。所以拱形所能承受的力量更重,而拱型的 基本受力点是拱型两端,也就决定了拱形采用对向设置的形式。 本发明设计对向双折叠可拉伸拱形立面原因之一,根据材料力学中弯曲变形的定 义,柔软的材料弯曲为拱形后,实际上是减少了柔软材料的宽度,增加了材料的韧性及结构 强度。而经过实验,170-180mm长,95-100mm宽的无纺布口罩仅一次折叠是不能保证立体防 护口罩拱形立面在佩戴时长期保持较大间隙的,因此,本发明设计了双折叠拱形立面。 普通平面口罩在佩戴时口罩体是平面的。本发明双折叠拱形立面的立体防护口罩 在佩戴时口罩体是立面、立体的。使用时立立体防护口罩向人脸方向,自外向内由2层拱形 结构及基层,共三层结构组成: 第一层拱形:由顶层、上支顶层、下支顶层组成; 第二层拱形:由上底层、下底层、上支底层、及下支底层组成; 第三层:基层。 优选的是,所述外折线至少包括二层上外折线、一层上外折线、一层下外折线和二 层下外折线。 上述任一方案中优选的是,所述二层上外折线、一层上外折线、一层下外折线和二 层下外折线水平设置在口罩本体内且长度和口罩本体的长度相同。 5 CN 111543697 A 说 明 书 3/14 页 上述任一方案中优选的是,所述二层上外折线、一层上外折线、一层下外折线和二 层下外折线由上到下相互平行设置在口罩本体外部。 上述任一方案中优选的是,所述内折线至少包括二层上内折线、一层上内折线、一 层下内折线和二层下内折线。 上述任一方案中优选的是,所述二层上内折线、一层上内折线、一层下内折线和二 层下内折线水平设置在口罩本体内且长度和口罩本体的长度相同。 上述任一方案中优选的是,所述二层上内折线、一层上内折线、一层下内折线和二 层下内折线由上到下相互平行设置在口罩本体外部。 上述任一方案中优选的是,所述一层上外折线和一层下外折线相邻设置在口罩本 体外部的中间位置构成顶层。 上述任一方案中优选的是,多个褶皱层的折叠方向不完全相同,即所述位于顶层 上部的褶皱层的折叠方向沿口罩本体高度方向往上折叠,位于顶层下部的褶皱层的折叠方 向沿口罩本体高度方向往下折叠。 上述任一方案中优选的是,所述顶层的宽度为20-30mm,优选的,宽度为24-26mm。 上述任一方案中优选的是,所述顶层的宽度为24mm。 上述任一方案中优选的是,所述顶层的宽度为25mm。 上述任一方案中优选的是,所述顶层的宽度为26mm。 上述任一方案中优选的是,所述一层上外折线和一层上内折线之间构成上支顶 层,一层下外折线和一层下内折线之间构成下支顶层,所述一层上外折线、一层上内折线与 一层下外折线、一层下内折线之间共同组成立面口罩本体的第一折叠层。 上述任一方案中优选的是,所述上支顶层与下支顶层的宽度相同或不同。 上述任一方案中优选的是,所述上支顶层与下支顶层的宽度为5-15mm,优选的,宽 度为9-11mm。 上述任一方案中优选的是,所述上支顶层与下支顶层的宽度为9mm。 上述任一方案中优选的是,所述上支顶层与下支顶层的宽度为10mm。 上述任一方案中优选的是,所述上支顶层与下支顶层的宽度为11mm。 上述任一方案中优选的是,所述上支顶层及下支顶层隐藏在顶层下,在受到外力 时,上支顶层及下支顶层能够由平面状态转变为立面状态,之后顶层、上支顶层、下支顶层 形成第一层拱形立面。 上述任一方案中优选的是,所述二层上外折线和一层上内折线之间构成上底层, 一层下内折线和二层下内折线之间构成下底层,所述二层上外折线、二层上内折线与二层 下外折线、二层下内折线之间共同构成口罩本体的第二折叠层。 上述任一方案中优选的是,所述上底层与下底层宽度相同或不同。 上述任一方案中优选的是,所述上底层与下底层宽度为15-25mm,优选的,宽度为 19-21mm。 上述任一方案中优选的是,所述上底层与下底层宽度为19mm。 上述任一方案中优选的是,所述上底层与下底层宽度为20mm。 上述任一方案中优选的是,所述上底层与下底层宽度为21mm。 上述任一方案中优选的是,所述二层上外折线和二层上内折线之间构成上支底 6 CN 111543697 A 说 明 书 4/14 页 层,二层下外折线和二层下内折线之间构成下支底层,上支底层和下支底层分别隐藏在上 底层及下底层下,且在受到外力后,上支底层及下支底层能够由平面状态转变为立面状态, 上底层、下底层、上支底层及下支底层形成第二层拱形立面。 上述任一方案中优选的是,所述上支底层和下支底层宽度相同或不同。 上述任一方案中优选的是,所述上支底层和下支底层宽度为5-15mm,优选的,宽度 为9-11mm。 上述任一方案中优选的是,所述上支底层和下支底层宽度为9mm。 上述任一方案中优选的是,所述上支底层和下支底层宽度为10mm。 上述任一方案中优选的是,所述上支底层和下支底层宽度为11mm。 上述任一方案中优选的是,所述上支底层和下支底层外部分别连接上基层、下基 层。 上述任一方案中优选的是,口罩本体外周设有周封,口罩本体两侧设有左耳带和 右耳带,左耳带和右耳带为嵌入式设置在口罩本体内。 本申请还公开一种上述立面防护口罩的工作方法,包括以下步骤: (1)立面防护口罩在未佩戴使用时是扁平的,人体佩戴立面防护口罩后,用手指向 脸部反方向拉动立面防护口罩中部; (2)顶层随手指运动方向外凸,隐藏在顶层下的上支顶层及下支顶层由平面状态 转变为立面状态,顶层、上支顶层、下支顶层形成第一层拱形立面,立面防护口罩与人体脸 部形成较小的间隙; (3)手指继续向脸部反方向拉动口罩中部,顶层下的上底层及下底层在上支顶层 及下支顶层带动下继续随手指运动方向外凸; (4)隐藏在上底层及下底层下的上支底层及下支底层由平面状态转变为立面状 态,上底层、下底层、上支底层及下支底层形成第二层拱形立面,立面防护口罩与人体脸部 形成较大的间隙。 本申请还公开上述立面防护口罩的制备工艺,工艺流程为:两层材料复合→加耳 带→一层材料复合→折叠→加鼻条→周封。 本申请的口罩制作用材料为本领域现有技术常用材料,如各个层的厚度都是25g/ 平方米,口罩两外表层是拒水无纺布,口罩中间是熔喷无纺布。 一种口罩生产设备,包括多个依次且间隔设置的输送带,所述输送带包括第一输 送带、第二输送带、第三输送带及第四输送带,在所述第一输送带和所述第二输送带之间设 置有中折机构,在所述第二输送带和所述第三输送带之间设置有封压机构,在所述第三输 送带和所述第四输送带之间设置有切片机构。 优选的是,所述中折机构,包括套装在中折上辊轴上的中折上辊、套装在中折下辊 轴上的中折下辊,在所述中折上辊上设置有中折上辊凸台,在所述中折下辊上设置有与所 述中折上辊凸台相互对应的中折下辊凹槽。 在上述任一方案中优选的是,所述中折上辊凸台可活动地置于所述中折下辊凹槽 内。 在上述任一方案中优选的是,所述中折上辊凸台的数量与所述中折下辊凹槽的数 量相等。 7 CN 111543697 A 说 明 书 5/14 页 在上述任一方案中优选的是,所述中折上辊凸台的数量与所述中折下辊凹槽的数 量均为两个。 在上述任一方案中优选的是,所述中折下辊凹槽为燕尾形结构。 在上述任一方案中优选的是,所述中折上辊凸台具有倒角结构。 在上述任一方案中优选的是,所述封压机构,包括套装在封压上辊轴上的封压上 辊,套装在封压下辊轴上的封压下辊;在所述封压上辊的两端圆周外壁上同时设置有封压 网格,分别为左封压网格和右封压网格。 在上述任一方案中优选的是,所述切片机构,包括套装在片切上辊轴上的片切上 辊,套装在片切下辊轴上的片切下辊;在所述片切上辊的两端圆周外壁上设置有片切上辊 护刀,分别为片切上辊左护刀和片切上辊右护刀。设置所述片切上辊左护刀和片切上辊右 护刀的优点在于,在所述上辊切刀切断所述叠层体时,保护所述上辊切刀不会因行程过大 损坏。 在上述任一方案中优选的是,在所述片切上辊上设置有轴向布置的上辊切刀。 在上述任一方案中优选的是,所述上辊切刀通过螺栓或螺钉固定安装在片切上辊 上。 在上述任一方案中优选的是,所述中折上辊和所述中折下辊采用Cr12MoV模具钢制 作而成。 在上述任一方案中优选的是,所述封压上辊和所述封压下辊采用35CrMo是合金结 构钢制作而成。 在上述任一方案中优选的是,所述上辊切刀W18Cr4V采用钨系高速钢制作而成。 在上述任一方案中优选的是,在所述上辊切刀上开有多个排列的长条槽,所述上 辊切刀可通过置于所述长条槽内的螺栓或螺钉调节所述上辊切刀的伸缩量。采用此种设计 的优点在于,所述上辊切刀在使用中钝化磨削后可以继续使用,节约刀具费用。 在上述任一方案中优选的是,所述中折上辊与所述中折下辊采用对压设置方式且 相对转动。 在上述任一方案中优选的是,所述封压上辊与所述封压下辊采用对压设置方式且 相对转动。 在上述任一方案中优选的是,所述片切上辊与所述片切下辊采用对压设置方式且 相对转动。 本发明的另一个目的在于提供一种口罩的制造方法,工艺流程为:两层材料复合 (内层拒水无纺布、熔喷无妨布)→加耳带→一层材料复合(外层拒水无纺布)→折叠→加鼻 条→周封,具体包括以下步骤: 步骤A,将内层拒水无纺布、熔喷无妨布在第一输送带上叠加复合后加上两侧的耳 带、之后和外层拒水无纺布复合为叠层体; 步骤B,通过第一输送带输送进入中折机构中完成所述叠层体的折叠; 步骤C,在叠层体上加入上缝线和下缝线,在加入所述上缝线的同时加入鼻条,之 后叠层体由第二输送带输送进入封压机构中完成所述叠层体的周边封压,制作完成带有所 述鼻条的口罩单片; 步骤D,完成周边封压的所述叠层体由第三输送带输送进入切片机构中完成所述 8 CN 111543697 A 说 明 书 6/14 页 叠层体的单片切断。 优选的是,在所述步骤B中,所述叠层体通过中折上辊与中折下辊之间时,中折上 辊凸台与中折下辊凹槽使得所述叠层体弯曲变形,所述叠层体离开所述中折机构后保持其 弯曲变形。 优选的是,在所述步骤C中,所述叠层体通过封压上辊与封压下辊之间时,所述封 压上辊外圆面两侧上的左封压网格、右封压网格及上封压网格、下封压网格与所述封压下 辊的光滑面通过压力使所述叠层体两侧的内层拒水无纺布与熔喷无妨布及外层拒水无纺 布网格状压合,完成所述折叠体的周边封压。 优选的是,在所述步骤D中,所述叠层体通过片切上辊与片切下辊之间时,上辊切 刀利用对压力切断所述叠层体,完成所述叠层体的单片切断。 与现有技术相比本发明的优点在于: 本发明的立面防护口罩,包括口罩本体,口罩本体内设有多条外折线和内折线,相 邻外折线和/或内折线之间构成褶皱层,多个褶皱层的折叠方向不完全相同,从而构成双折 叠拱形立面结构。本发明的立面防护口罩设置了对向双折叠可拉伸拱形立面,相对于其他 结构形式,拱形承受压力时,压力会由顶点扩散到两端。因此,拱形形式受压时会把这个力 传给相邻的部分抵住拱型两端散发的力,拱形形式就可以承受更大的压力,进而使拱形所 能承受的力量更重,而拱型的基本受力点是拱型两端,因此,本发明的多个褶皱层的折叠方 向不完全相同,具体的,位于顶层上部的褶皱层的折叠方向沿口罩本体高度方向往上折叠, 位于顶层下部的褶皱层的折叠方向沿口罩本体高度方向往下折叠,本发明的拱形采用对向 设置的形式。 人体佩戴时,其口罩体中部可由平面拉伸为拱形立面,人脸口鼻与立面防护口罩 之间会具有间隙空间,可以有效避免立面防护口罩被人体呼出的热气或唾液弄湿,从而保 证防护口罩具有防护功能;同时,采用嵌入式耳带结构,增加了耳带拉力。 在增加工序程序及变更工艺后,即可大规模完成立面防护口罩工业生产。 本发明立面防护口罩嵌入式耳带工艺就是在材料复合阶段,先期加入耳带,之后 完成复合,最后在周封压力下,耳带的四面与口罩内体是以体连接的方式连接为一体。因 此,立面防护口罩耳带拉力较大,超过20N,在保证立面防护口罩双折叠拱形立面形状效果 的同时,能够保证口罩本体和脸部的密封性,防止外部空气通过周边缝隙进入内部。立面防 护口罩采用双折叠拱形立面形状后,立面防护口罩与普通平面口罩相比,其口罩整体的受 力有改变。立面防护口罩使用时,因上基层及下基层的面积减小,佩戴者脸部口鼻等受力同 时会减小。 现有口罩生产设备的中折机构是通过折板强迫叠层体变形。而通常的实际情况是 口罩生产设备运行速度较低,每分钟产量仅为60-80片。而通过本发明的口罩生产设备生产 口罩每分钟可生产口罩达600-800片之间。因此,采用传统口罩生产设备的折板强迫叠层体 变形完成口罩中折是不适用的。通过,本发明的中折机构的中折上辊凸台和中折下辊凹槽 配合完成高速产量状态下的口罩中折。即,所述叠层体通过中折上辊与所述中折下辊之间 时,中折上辊凸台与中折下辊凹槽使所述叠层体弯曲变形,所述叠层体离开中折机构后,会 保持其弯曲变形,从而完成口罩中折。 9 CN 111543697 A 说 明 书 7/14 页 附图说明 图1本发明的立面防护口罩的结构示意图; 图2为图1的局部结构剖面示意图; 图3为本发明的局部结构使用状态示意图; 图4为普通防护口罩耳带与口罩连接示意图; 图5为本发明的立面防护口罩耳带与口罩连接示意图; 图6为普通防护口罩耳带与口罩连接局部放大示意图; 图7为本发明的立面防护口罩耳带与口罩连接局部放大示意图。 图8为按照本发明的口罩生产设备一优选实施例的工艺示意图。 图9为按照本发明的口罩生产设备图1所示实施例中中折机构的结构示意图。 图10为按照本发明的口罩生产设备图1所示实施例中封压机构的结构示意图。 图11为按照本发明的口罩生产设备图1所示实施例中切片机构的结构示意图。 图12为按照本发明的口罩生产设备图4所示实施例中A-A处的剖视结构示意图。 图13为按照本发明的口罩生产设备图4或图5所示实施例中上辊切刀的结构示意 图。 图14为按照本发明的口罩生产设备图1所示实施例中生产的口罩的结构示意图。 图15为按照本发明的口罩生产设备图1所示实施例中检测单元的电路原理图。 图中附图标记为: 内层拒水无纺布-1,熔喷无妨布-2,外层拒水无纺布-3,第一输送带-4,第二输送 带-5,第三输送带-6,第四输送带-7,中折上辊-11,中折下辊-12,封压上辊-21,封压下辊- 22,片切上辊-31,片切下辊-32,叠层体-100,口罩单片-200,中折上辊-11,中折下辊-12,中 折上辊轴-13,中折下辊轴-14,中折上辊凸台-15,中折下辊凹槽-16,倒角结构-17,封压上 辊-21,封压下辊-22,封压上辊轴-23,封压下辊轴-24,左封压网格-25,右封压网格-26,封 压上辊凹面27,片切上辊-31,片切下辊-32,片切上辊轴-33,片切下辊轴-34,片切上辊左护 刀-35,片切上辊右护刀-36,上辊切刀-37,螺栓-38,长条槽-39,口罩单片-200,鼻条-210, 上缝线-220,下缝线230,带鼻条口罩单片-300,左耳带-310,右耳带-320,平面口罩-400,口 罩本体-41,左耳带-42,右耳带-43,周封-44,二层上外折线-45,二层下外折线-46,二层上 内折线-47,二层下内折线-48,一层上外折线-49,一层下外折线-50,一层上内折线-51,一 层下内折线-52。上基层-53,下基层-54,上支底层-55,下支底层-56,上底层-57,下底层- 58,上支顶层-59,下支顶层-60,顶层-61。











